Hartowanie indukcyjne jest jedną z najbardziej popularnych i rozpowszechnionych metod hartowania powierzchniowego w przemyśle. Ma ono na celu osiągnięcie jak najwyższej twardości oraz odporności na ścieranie na powierzchni detalu przy jednoczesnym zachowaniu odpowiednio ciągliwego rdzenia. W artykule podjęto problem prognozy takich parametrów jak: rozkład twardości oraz struktura materiału po hartowaniu, oraz wielkość odkształceń i naprężeń po hartowniczych na drodze symulacji numerycznej procesu hartowania indukcyjnego koła zębatego, z wykorzystaniem oprogramowania Welding Simulation Suite – SYSWELD.
Janusz Krasucki, Michał Majewski, Josef Tejc
Modelowanie procesu hartowania indukcyjnego
Proces hartowania indukcyjnego polega na szybkim nagrzaniu do struktury austenitu tylko warstwy powierzchniowej przedmiotu, a następnie szybkim chłodzeniu. Najczęściej hartowaniu powierzchniowemu poddaje się stale o zawartości 0,35 - 0,5% C.
W ujęciu fizycznym, obróbka hartowaniem indukcyjnym jest złożonym procesem, na który składa się wiele sprzężonych ze sobą zjawisk fizycznych (Rys. 1).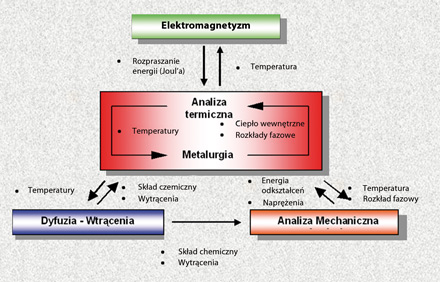
Rys. 1 Zjawiska fizyczne towarzyszące procesowi hartowania indukcyjnego
Proces obróbki hartowniczej rozpoczyna się od indukcyjnego nagrzania elementu (Rys. 2).
Aby podgrzać wierzchnią warstwę materiału tą metodą, wykorzystuje się zjawisko indukcji elektromagnetycznej. Element „2” wykonany z materiału przewodzącego umieszcza się wewnątrz cewki (wzbudnika) „1”, zasilanej ze źródła napięcia zmiennego o wysokiej częstotliwości. Na skutek przyłożonego zmiennego napięcia, w cewce indukuje się prąd zmienny, który z kolei powoduje pojawienie się zmiennego pola magnetycznego oddziałującego na umieszczony w cewce element – co w efekcie jest źródłem powstawania prądów wirowych w wierzchniej warstwie nagrzewanego elementu (efekt „naskórkowatości”). Płynące prądy wirowe, wskutek oporności materiału powodują wydzielanie się ciepła i podgrzewanie elementu. Wzrost temperatury powoduje, że w stalowym elemencie zachodzą określone przemiany metalurgiczne i zmienia się jego struktura fazowa. Po osiągnięciu określonej temperatury następuje szybkie schłodzenie elementu i wydzielenie się w warstwie wierzchniej twardego martenzytu. Końcowym etapem obróbki, jest faza odpuszczania tj. podgrzania elementu do określonej temperatury celem rozdrobnienia struktury martenzytycznej.
cały artykuł dostępny jest w wydaniu 7/8 (70/71) lipiec/sierpień 2013



18 kwietnia 2024




Prognozowanie parametrów części maszyn hartowanych indukcyjnie przy pomocy programu SYSWELD
Specjalistyczny portal inżynierski dla osób zaangażowanych w tworzenie produktów – maszyn, urządzeń, mechanizmów, podzespołów, części, elementów itd. – od koncepcji do ostatecznego wykonania.