






W oparciu o programy CAD SolidWorks oraz VisiCad powstała koncepcja, a następnie konstrukcja prototypowego urządzenia (manipulatora) do kształtowania cienkościennych profili, wykorzystywanego na stanowisku badawczym w Instytucie Obróbki Plastycznej.
Tomasz Gądek, Łukasz Nowacki
Podstawowym zadaniem prototypowego manipulatora jest możliwość gięcia profili cienkościennych z jednoczesnym, strefowym podgrzewaniem laserowym. O ile na początku zastosowanie miejscowego podgrzewania laserowego wydawało się tematem bezproblemowym, o tyle wykonanie tego stanowiska, w taki sposób, aby podgrzewanie odbywało się na obwodzie kształtowanego profilu, okazało się problemem niemalże nie do rozwiązania, biorąc dodatkowo pod uwagę dostępne środki finansowe.
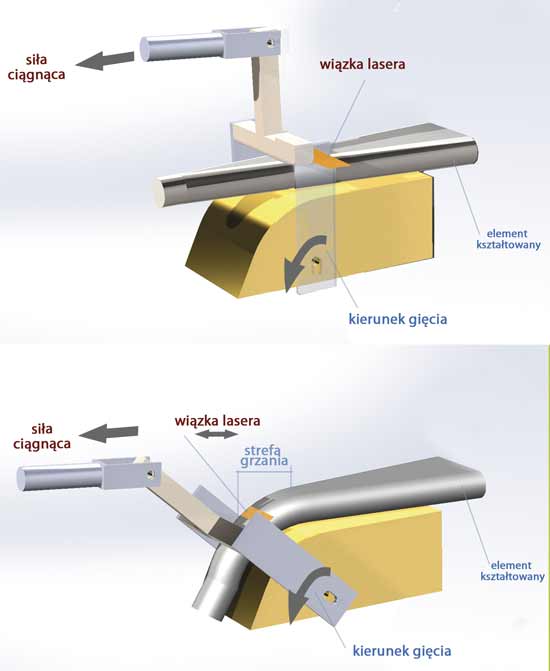
Rys. 1 Wstępna koncepcja sposobu gięcia profili cienkościennych
Zanim wykonano dokumentację konstrukcyjną prototypowego urządzenia, konstruktorzy przygotowali wiele założeń i koncepcji różnych mechanizmów działania urządzenia. Niemalże na każdym etapie konstrukcji napotykano na problemy, które wymuszały zmianę dotychczasowych rozwiązań. W początkowym etapie postanowiono nawet zrezygnować z możliwości podgrzewania profilu na obwodzie. Takie uproszczenie założenia w konstrukcji znacznie ułatwiło rozwiązanie, ale biorąc pod uwagę, iż zaistnieje konieczność obwodowego grzania, powrócono do tematu. Rozwiązanie to miało umożliwić uzyskanie równomiernego rozkładu temperatury w miejscu gięcia kształtowanego elementu, co bezpośrednio wpływa na zwiększenie jego plastyczności. Dodatkowym problemem był fakt, że urządzenie to musi kształtować i podgrzewać nie tylko profile o przekroju stałym (rurka), ale przede wszystkim zmiennym (typu spłaszczony stożek).
Rozwiązania proponowane przez konstruktorów były na bieżąco wizualizowane w programach, a najlepsze z nich wykorzystywano podczas kolejnych etapów projektowania. W efekcie powstało stanowisko badawcze, swoją specyfiką odpowiadające wymaganiom stawianym w projekcie.
Poniżej przedstawiono poszczególne koncepcje, które weszły w skład nowopowstałego stanowiska badawczego. Na rysunku 1 pokazane jest pierwsze rozwiązanie konstrukcyjne manipulatora.
Model ten miał obrazować ruch narzędzi względem odkształcanego elementu. W rozwiązaniu tym założono, że głowica lasera zostanie zamontowana na stole współrzędnościowym, który umożliwi ruch wzdłużny wiązki lasera na kształtowanym elemencie. Kształtowany detal jest nieruchomy, natomiast jego gięcie odbywa się za pomocą ramienia, sprzężonego z siłownikiem. Wadą tego rozwiązania było miejsce grzania lasera, które odbywało się za elementem kształtowanym. Dodatkowo kształtowany profil mógł być podgrzewany jedynie od góry.
Rysunek 2 przedstawia nieco zmodernizowaną wersję rozwiązania pierwszego, w którym to urządzenie kształtujące pozwala na grzanie wiązką lasera w miejscu gięcia. Istnieje dodatkowa możliwość swobodnego nagrzewania obszaru na całej długości gięcia, ale nadal jedynie od góry.
Rys. 2 Modernizacja sposobu gięcia
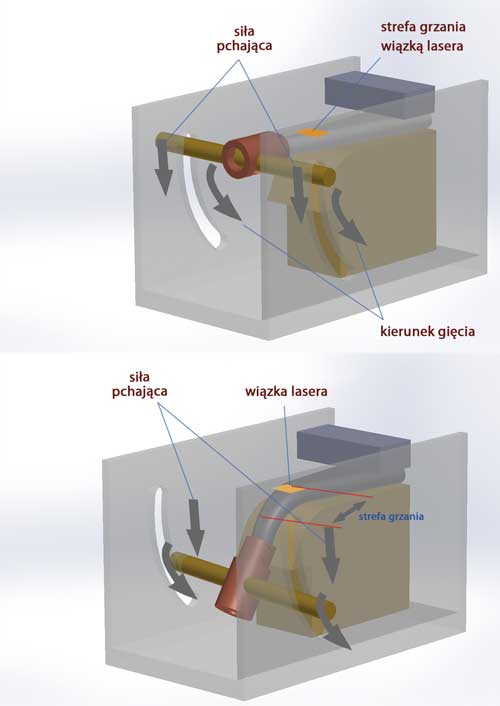
Kolejne rozwiązanie to koncepcja znacznie bardziej rozbudowana, niemniej jednak bazująca na poprzednich, z których pozostawiono rozwiązanie gięcia po promieniu (Rys. 3). W tym przypadku kształtowany element jest pchany, a jego koniec zamocowany jest w uchwycie rolki. Ruch gięcia odbywa się po okręgu i jest on wymuszony mechanicznie poprzez sposób jej mocowania. Rolka ma na obwodzie wybranie, które jest odwzorowaniem kształtu giętego detalu.
Rys. 3 Finalne rozwiązanie manipulatora do gięcia profili
W wyżej wymienionych przypadkach istnieje możliwość podgrzewania wyrobu jedynie z góry. Wyszukanie dostawcy wielkogabarytowego koła zębatego z wewnętrznym uzębieniem zmieniło koncepcję gięcia. W celu podgrzewania wyrobu na obwodzie, układ gięcia na rolce zastąpiono specjalnym wałkiem w kształcę litery „L” (Rys. 4), który umożliwia podgrzewanie detalu wokół jego osi, w zakresie kąta 270°.
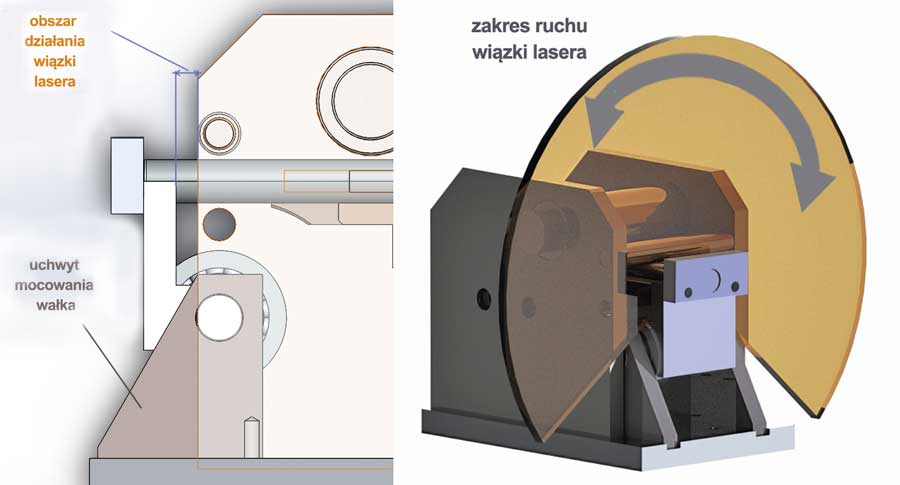
Rys. 4 Schemat obrazujący obszar grzania profilu na jego obwodzie
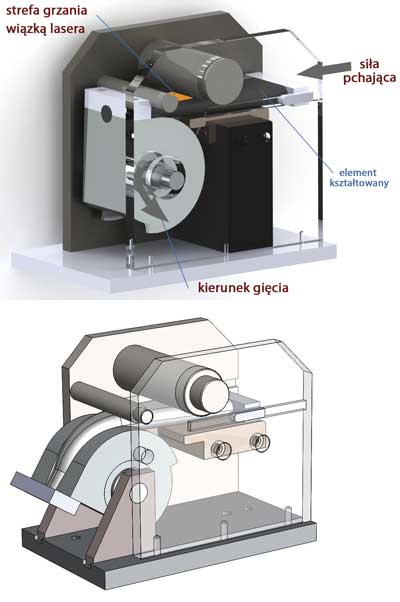
Aby takie rozwiązanie było możliwe, głowicę lasera zamontowano na specjalnie skonstruowanej płycie, zamocowanej na mechanizmie zębatym, napędzanym przez silnik krokowy (Rys. 5). Prędkość obrotowa silnika sterowana jest za pomocą programu Mach3. Mechanizm gięcia cienkościennych profili pozostał jednak bez zmian. Manipulator został skonstruowany w taki sposób, aby umożliwiał kształtowanie również profili o przekroju okrągłym.

Rys. 5 Zakres ruchu głowica lasera
Pomarańczowy okrąg na rysunku 4 obrazuje strefę nagrzewania powierzchni profilu wiązką lasera diodowego. Strefa ta jest ograniczona poprzez uchwyty mocowania wałka, stąd głowica lasera może obracać się o 270°. Rysunek 5 przedstawia zestawienie zamocowania głowicy lasera wraz z zakresem jej ruchu obrotowego. Otrzymanie (od dostawcy) podzespołów wraz z kołem zębatym, w postaci modeli 3D, znacznie ułatwiło prace i umożliwiło uzyskanie pełnej wizualizacji projektu oraz określenie miejsca ostatecznego zamontowania manipulatora.
Rysunek 6 przedstawia efekt finalny konstrukcji wraz z elementami jej montażu na maszynie MZH-500, która odpowiedzialna jest nie tylko za mocowanie całej konstrukcji. Przede wszystkim suport maszyny spełnia rolę napędu służącego do popychania elementu giętego podczas procesu podgrzewania laserowego.
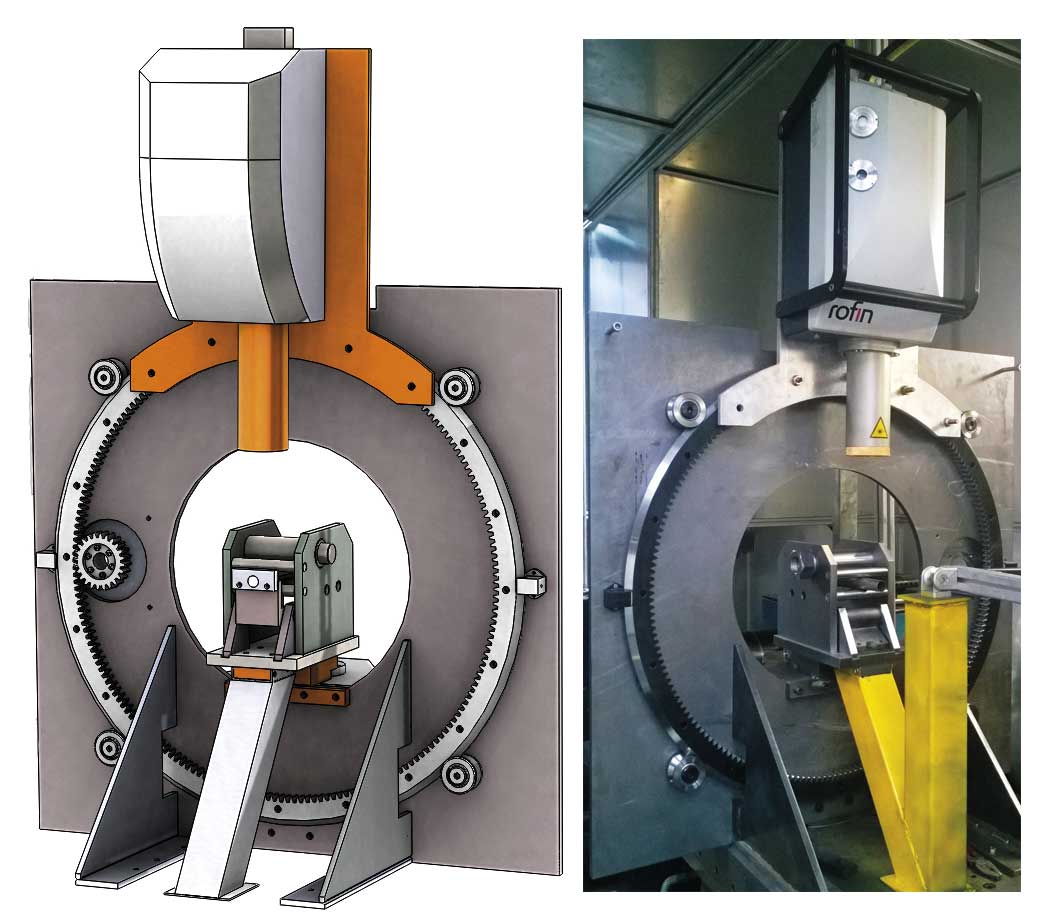
Rys. 6 Sposób mocowania manipulatora na maszynie MZH-500 wraz z systemem obrotowym głowicy lasera
Dodatkowo podjęto próbę konstrukcji specjalnego trzpienia wewnętrznego dla profili o zmiennym przekroju. Ponieważ w celu eliminacji fałdowania materiału podczas gięcia rur stosuje się trzpienie wewnętrzne, takie rozwiązanie jednak nie jest możliwe w przypadku wyrobów o przekroju zmiennym, gdyż ważnym czynnikiem jest, aby trzpień wewnętrzny dopasowany był do kształtu profilu w strefie gięcia. Analizując dostępne rozwiązania zaprojektowano specjalny trzpień (Rys. 7), którego kształt odpowiada wewnętrznemu kształtowi profilu cienkościennego. Trzpień ten został tak skonstruowany, aby istniała możliwość gięcia go na określony kąt.

Rys. 7 Trzpień wewnętrzny do kształtowania profili cienkościennych (w dwóch ustawieniach)
Na trzpień nakładany jest profil cienkościenny, a następnie całość umieszczana jest w prototypowym manipulatorze, gdzie następuje proces gięcia z podgrzewaniem. Po ukształtowaniu profilu trzpień jest wyjmowany z detalu i wykorzystywany ponownie do dalszych badań na kolejnych próbkach.
Uzyskana konstrukcja jest efektem współpracy konstruktorów Zakładu Tłoczenia, którzy od wielu lat zajmują się wykonywaniem prototypowych konstrukcji, wykorzystywanych w pracach badawczych, jak i innowacyjnych rozwiązań dla przedsiębiorstw produkcyjnych.
Tomasz Gądek, Łukasz Nowacki
Instytut Obróbki Plastycznej
Manipulator powstał na potrzeby projektu nr PBS3/A5/47/2015, Programu Badań Stosowanych pt.: „Laserowe formowanie cienkościennych profili wspomagane mechanicznie”, finansowanego przez Narodowego Centrum Badań i Rozwoju.
artykuł pochodzi z wydania 5 (116) maj 2017


")
