






Spośród wielu różnych typów obrabiarek frezarki wyróżniają się tym, że obrabia się na nich przedmioty narzędziami o ruchu obrotowym, wieloostrzowymi – frezami i głowicami frezarskimi. Narzędzia te powodują zmienny przekrój wióra i wynikającą stąd zmienną siłę skrawania, wymuszającą drgania skrętne wrzeciona, co przy nałożeniu drgań z samowzbudnymi drganiami własnymi napędu powoduje rezonans i silne drgania całej frezarki. Frezarki są wysokowydajnymi obrabiarkami, pracującymi z dużymi prędkościami skrawania i dużymi posuwami, i wobec tych ciężkich warunków pracy, powinny mieć sztywną budowę tłumiącą drgania oraz konstrukcję zabezpieczającą przed powstaniem rezonansu drgań skrętnych, a także specjalne łożyskowanie wrzeciona.
Aleksander Łukomski
Frezarki produkowane są w wielu odmianach, jako obrabiarki uniwersalne pionowe, poziome i specjalizowane np. frezarki narzędziowe, a także jako obrabiarki specjalne np. zadaniowe lub zespołowe. Do frezarek zalicza się duże wiertarko-frezarki, a niekiedy też piły tarczowe. W zasadzie wszystkie typy frezarek były, a niekiedy jeszcze są, produkowane również w Polsce i były eksportowane do blisko trzydziestu krajów świata. Dopracowaliśmy się wielu dobrych rozwiązań konstrukcyjnych na tym polu.
Dawniejsze konstrukcje frezarek, dla frezowania tylko frezami ze stali szybkotnącej, miały sztywny mechanizm napędu przenoszony z silnika poprzez przekładnię zębatą, gdyż we frezarkach tych nie występował rezonans drgań, bo też zakres częstotliwość drgań własnych przekładni zębatych jest znacznie wyższy od zakresu częstotliwości wymuszonych drgań własnych, których częstotliwość jest niska.
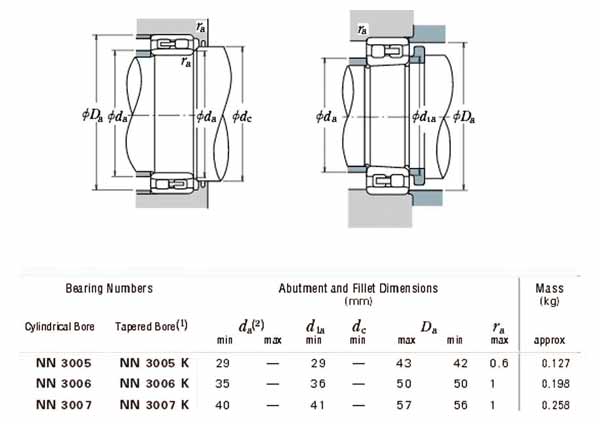
Rys. 1 Fragment karty katalogowej łożysk NN
Obecnie przy stosowaniu wysokowydajnego frezowania głowicami frezarskimi z ostrzami z węglików i różnymi powłokami ostrzy występuje wysoki zakres częstotliwości drgań wymuszonych, wynoszący do 70 Hz, i jest on zbliżony w skrajnych przypadkach do zakresu drgań własnych mechanizmu napędowego, co jest bardzo niekorzystne nie tylko dla jakości powierzchni obrabianej, ale i dla trwałości samej frezarki. Zastosowano wiele nowatorskich rozwiązań konstrukcyjnych aby uniknąć niebezpieczeństwa powstawania rezonansu drgań w całym zakresie pracy frezarki, w tym podatne przeniesienie napędu. Jednak napęd ten nie może być zbyt podatny, stosuje się więc tzw. sztywne przekładnie pasowe (selekcjonowane pasy klinowe o tych samych wymiarach i tolerancjach, mocniej naciągnięte – 4, 6, 8 sztuk pasków) lub podwójny napęd za pomocą przekładni pasowych, w zakresie dużych prędkości obrotowych i poprzez przekładnię zębatą, w zakresie małych prędkości obrotowych. Niekiedy stosuje się przekładnie z paskiem gumowym zębatym, zwłaszcza gdy parametry pracy wrzeciona są ustalone i niezmienne np. w obrabiarkach specjalnych.
Rys. 2 Fragment karty katalogowej nakrętki łożyskowej
Stosowane są jeszcze inne rozwiązania, ale nie zostaną one tu omówione, bo sprawę rezonansu poruszyłem tylko dlatego, żeby pokazać z jakimi problemami konstruktor frezarki musi sobie poradzić. Ale oczywiście tych problemów jest więcej. Jednym z ważniejszych jest łożyskowanie wrzeciona (gdy weźmiemy pod uwagę ciężkie warunki pracy frezowania).
Rys. 3 Fragment karty katalogowej podkładki zębatej łożyskowej
Wrzeciona wykonane są ze stali do nawęglania, konstrukcyjnej, stopowej np. 20H, 14HGM, czy 15HN. Są w większości dużych wymiarów – co do średnicy, jak i długości. Wynika to po części ze sposobu mocowania narzędzia ze stożkiem 7:24, w który wyposażone są głowice frezarskie lub trzpienie frezarskie do mocowania narzędzi uniwersalnych, a co wiąże się z większą średnicą trzpienia i otworu mocującego w przedniej części wrzeciona (co z kolei wpływa na średnicę). Długość zaś wynika z analizy, w której bierze się pod uwagę zagadnienia wytrzymałości, sztywności, ale też konstrukcyjne, związane z możliwością przekazania napędu na wrzeciono oraz możliwość zamocowania długą śrubą trzpienia frezarskiego od tylnej strony wrzeciona.
Podczas projektowania nowego wału wrzeciona przeprowadza się dokładną analizę żądanych osiągów wrzeciona. Konieczne jest określenie, która z jego cech jest najważniejsza – czy prędkość obrotowa jest ważniejsza od sztywności, czy odwrotnie. Następnym krokiem jest określenie konstrukcji wału wrzeciona. Aby wybrać optymalną konstrukcję, należy rozważyć układ łożysk (liczbę rzędów), typ napędu (pasowy, przekładnia zębata, silnik ze sprzęgłem lub silnik zintegrowany) oraz system smarujący. Po określeniu konstrukcji należy określić wymiary wrzeciona, w tym jego średnicę, długość i odległość pomiędzy łożyskami. Rozmiar wału wrzeciona będzie określał prędkość graniczną łożysk, sztywność wrzeciona głównego oraz częstotliwość własną wału wrzeciona. Na prędkość graniczną wpływa rozmiar, typ i układ zastosowanych łożysk.
Łożyskowanie wrzecion frezarskich na ogół jest wykonywane za pomocą super-precyzyjnych łożysk walcowych dwurzędowych serii NN 30 i NNU 49. Rzadko spotyka się inne łożyska.
Łożyska te charakteryzują się następującymi właściwościami:
- możliwość pracy przy wysokich prędkościach,
- wysoka nośność promieniowa,
- wysoka sztywność,
- niskie tarcie,
- mała wysokość przekroju poprzecznego.
Rys. 4 Wrzeciennik frezarski specjalny dla obrabiarki zespołowej
W związku z tym, łożyska te szczególnie nadają się do wykorzystania w przypadku wrzecion obrabiarek, a zwłaszcza frezarek, gdzie łożyskowanie musi przenosić wysokie obciążenia promieniowe i pracować z wysoką prędkością, zapewniając dużą sztywność. Zostały one zaprojektowane jako łożyska przednie wrzecion frezarek, a niekiedy też wytaczarek i tokarek. Łożyska serii NN 30 zapewniają optymalną równowagę pomiędzy zdolnością przenoszenia obciążeń, sztywnością i prędkością, i idealnie rozwiązują problem łożyskowania wrzecion frezarskich.
Obie serie są dostępne z otworem cylindrycznym lub stożkowym 1:12 (oznaczenie z literą K). W obrabiarkach częściej są stosowane łożyska walcowe z otworem stożkowym niż łożyska z otworem cylindrycznym, ponieważ stożek pozwala dokładniej wyregulować luz lub napięcie wstępne podczas montażu łożyska. Łożyska serii NN 30 K są wyposażone w trzy integralne obrzeża na pierścieniu wewnętrznym i nie mają obrzeży na pierścieniu zewnętrznym.
Rys. 5 Schemat montażu i pomiaru łożyska NN 30 K
Łożyska serii NNU 49 K, o bardzo małej wysokości przekroju poprzecznego, zapewniają większy stopień sztywności niż łożyska serii NN 30 K, ale mają nieco mniejszą nośność. Łożyska serii NN 49 K są wyposażone w trzy integralne obrzeża na pierścieniu zewnętrznym i nie mają obrzeży na pierścieniu wewnętrznym.
Super-dokładne łożyska wałeczkowe dwurzędowe wykonywane są przeważnie z dokładnościami P5, P4 i wyższymi. Wymagają też wykonania pozostałych elementów węzła łożyskowego, wrzeciona oraz otworu pod łożysko w korpusie, z odpowiednią dokładnością. Wymagają też pieczołowitego montażu. Na rysunku 4 przedstawiono konstrukcję wrzeciennika frezarskiego dla obrabiarki zespołowej. Chciałbym tu zwrócić uwagę na węzeł łożyskowy przedni wrzeciona, a właściwie montaż łożyska NN 30 K. Osadzenie łożyska NN 30 K na wrzecionie frezarki wymaga pewnej procedury. Założenie jest takie, że luz poprzeczny w łożysku po montażu powinien być bliski zeru lub nawet powinno być pewne wstępne napięcie. Decydująca jest tu ustabilizowana temperatura węzła łożyskowego w zakresie 55-60 °C osiągnięta po około 1-2 godzinach pracy wrzeciona na biegu luzem. W tym celu można, a niekiedy trzeba, ustalić położenie łożyska i jego montaż wykonać nawet kilkukrotnie.
Montaż i regulacja luzu poprzecznego łożyska NN 30 K powinny być dokonane w specjalnym pomieszczeniu (nie na ogólnej hali), może niekoniecznie w laboratorium, ale tam, gdzie jest stała temperatura 20-22 °C, czyste powietrze i dobre oświetlenie np. 500 lx.
Montaż węzła łożyskowego z łożyskami NN 30 K odbywa się następująco:
- aby wykonać pomiar luzu promieniowego należy umieścić pierścień wewnętrzny na stożkowym odcinku wału wrzeciona (ręcznie lekko dociskając);
- umieścić pierścień zewnętrzny łożyska na wałeczkach i przyłożyć czujnik zegarowy do średnicy zewnętrznej pierścienia zewnętrznego;
- dokręcić pierścień dystansowy i nakrętkę łożyskową za pomocą klucza hakowego, powodując rozszerzenie pierścienia wewnętrznego (Rys. 5); należy dokręcać nakrętkę do momentu, gdy luz pierścienia zewnętrznego osiągnie około 0,005 mm,
- zmierzyć odległość od kołnierza wału do czoła pierścienia wewnętrznego za pomocą płytki wzorcowej i grubościomierza;
- Pomiar powinien być wykonany dość szybko, żeby elementy łożyska nie ogrzały się od dłoni montera. Dla wykonania szybkiego pomiaru zaleca się stosowanie rękawic. Akceptowalny jest założony luz 0,005 mm, ale mogą wystąpić luzy (też akceptowalne) o wartości 0,001 do 0,002 mm. Każde 0,1 mm przesuwu łożyska wzdłuż osi powoduje zmniejszenie poprzecznego luzu o 0,008 mm.
- przeszlifować dzielony pierścień dystansowy, na grubość zmierzoną za pomocą płytki i grubościomierza;
- osadzić przeszlifowany pierścień dystansowy pomiędzy kołnierzem wrzeciona a pierścieniem wewnętrznym łożyska i nasunąć pierścień zabezpieczający;
- dokręcić nakrętkę łożyskową poprzez podkładkę łożyskową;
- zamontować w korpusie pierścień zewnętrzny łożyska NN 30 K.
Jeżeli po czasie pracy wrzeciona na biegu luzem od 1,5 do 2 godzin temperatura w węźle łożyskowym jest ustabilizowana (nie wzrasta), w granicach 55-60 °C, to znaczy, że montaż wykonano poprawnie. Jeżeli tak nie jest, regulację wg procedury należy przeprowadzić ponownie i albo luz zmniejszyć, albo przesunąć na stożku pierścień wewnętrzny łożyska głębiej i przeszlifować pierścień dystansowy, żeby ten luz zmniejszyć. Po uzyskaniu właściwego luzu łożyska należy jeszcze zagiąć ząbek podkładki łożyskowej na wycięciu nakrętki łożyskowej, aby nie nastąpiło poluźnienie nakrętki od drgań.
Rys. 6 Wrzeciono frezarskie wrzeciennika z rysunku 4
Pozostałe łożyska np. do przenoszenia obciążeń poosiowych i węzeł łożyskowy tylny wrzeciona, mogą być różnie rozwiązane. Wynika to z konstrukcji wrzeciona, ale także, w dużej mierze, z wielkości sił skrawających poosiowych. Niekiedy są to podwójne łożyska poprzeczne lub kulkowe skośne, niekiedy wałeczkowe, czy stożkowe. Rozwiązania mogą być różne, ale z tymi łożyskami już raczej nie ma problemów montażowych. Opisana tu procedura nie jest oczywiście jedyną. Jej ogromną zaletą jest prostota i brak konieczności użycia specjalnych przyrządów, poza uniwersalnymi. Z tego też względu jednak może nie być najdokładniejsza. Może też wymagać wielokrotnych prób zanim osiągnie się zamierzony poprawny montaż.
Rys. 7 Pierścień dystansowy dzielony
Pierścień dystansowy może być przy tym także w wykonaniu niedzielonym. Wtedy należy każdorazowo demontować łożysko NN i po przeszlifowaniu pierścienia na zmierzoną grubość cały węzeł łożyskowy zmontować na nowo. Fabryki produkujące łożyska serii NN 30 K oferują specjalne przyrządy i opracowują swoje procedury montażu takich łożysk. Jeżeli produkuje się dużo obrabiarek, zwłaszcza tego samego typu, to korzystanie z takich procedur jest raczej konieczne. Inaczej ma się sprawa przy produkcji jednostkowej, specjalnej.

Fot.: smzpolska.pl
Na świecie wciąż buduje się dużo frezarek w różnych konfiguracjach i ciągle są one potrzebne. Choć ich projektowanie nie jest łatwe, to okazuje się, że wystarczy niekiedy zacząć, a postępy w tworzeniu dokumentacji konstrukcyjnej są szybkie. Dokumentacja wykonawcza wrzeciennika frezarskiego przedstawiona na rysunku 4 powstała w kilka dni.
Aleksander Łukomski
artykuł pochodzi z wydania 1/2 (124/125) styczeń-luty 2018



