






Cięcie plazmowe jest często operacją bardzo precyzyjną, zwłaszcza przy zastosowaniu najnowszych urządzeń. Osiągnięcie wymaganych prostopadłości powierzchni po cięciu, jest możliwe tylko dzięki pracy nie zużytymi elementami eksploatacyjnymi, stosując bezwzględnie odpowiednie parametry cięcia. Blachy cięte przy zastosowaniu odpowiednich parametrów cięcia pokazuje rysunek 23.
Paweł Wilk
Strefa wpływu ciepła, powstająca podczas cięcia plazmowego, jest bardzo mała – wynosi maksymalnie do 1 mm głębokości, w zależności od grubości materiału i zastosowanych parametrów. W przypadku następującej po cięciu kolejnej operacji, jaką często jest spawanie, nie ma konieczności usuwania warstwy materiału o grubości kilku milimetrów za pomocą obróbki skrawaniem (tak jak czasem jest to konieczne przy cięciu acetylenowo-tlenowym). Należy jednak zaznaczyć, że przy stosowaniu urządzeń plazmowych, gdzie gazem plazmo twórczym jest sprężone powietrze, dochodzi do zjawiska utlenienia powierzchni czołowych blachy. Pozostawienie tej powierzchni nieoczyszczonej (z tzw. zendry) może być przyczyną powstawania niezgodności w złączu spawanym.
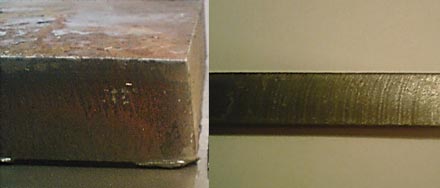
Rys. 23 Prawidłowe powierzchnie po cięciu plazmowym. Widoczne linie zakrzywienia strumienia plazmy.
Źle dobrane parametry cięcia, praca nadmiernie zużytymi elementami eksploatacyjnymi niejednokrotnie mija się z celem. Zdarzają się przypadki, gdzie celowo wypala się elementami nadającymi się do wymiany, w celu uzyskania pozornych oszczędności. Najczęściej – owszem, na każdym komplecie elementów eksploatacyjnych zyskujemy, kłopot zaczyna się przy dalszej obróbce detali.
Podczas cięcia elektrodami lub dyszami, które powinny być wymienione, albo w przypadku gwałtownego ich zużycia, mamy do czynienia z powstaniem znacznego ukosu krawędzi i nadmiernym pojawianiem się wypływki od spodu ciętej blachy, co pokazano na rysunku 24. Usunięcie nawisów (które są często trudno usuwalne) może generować dodatkowe koszty.
Wypalanie plazmowe elementami eksploatacyjnymi o znacznym zużyciu może również powodować nadmierne nagrzewanie ciętego materiału. Powiększona strefa wpływu ciepła została zaprezentowana na rysunku 25, a rysunek 26 przedstawia powierzchnie czołowe po cięciu, uszkodzone przez nagłe zużycie części.
cały artykuł dostępny jest w wydaniu 4 (67) kwiecień 2013



