






Stopy aluminium to materiały szeroko stosowane w światowym przemyśle. Najważniejsze i najliczniejsze zastosowania znajdują w przemyśle lotniczym, motoryzacyjnym, budowlanym, elektrotechnice i transporcie, a trudnoodkształcalne stopy aluminium serii 5xxx stosowane są w przemyśle okrętowym do budowy np. pokładów, trapów czy masztów.
Joanna Sulej-Chojnacka, Jacek Borowski, Daniel Andrzejewski
Aktualny poziom europejskiego rynku produkcji profili aluminiowych szacowany jest na 3 mln ton rocznie co stanowi prawie 50% całej produkcji aluminium w Europie. Stopy do zawartości ok. 5% Mg są stopami przeznaczonymi do przeróbki plastycznej, stopy powyżej tej zawartości, praktycznie do 10% Mg, to stopy odlewnicze. Zainteresowanie stopami tej serii wynika głównie z bardzo dobrej odporności na korozję (zwłaszcza pod wpływem wody morskiej) oraz bardzo dobrą podatność do obróbki mechanicznej i spawania. Przyjmuje się, że są one bardziej odporne na korozję od rozpowszechnionych stopów serii 6xxx (AlMgSi). Większość budowanych konstrukcji wymaga w większym lub mniejszym stopniu łączenia ze sobą elementów, dlatego też konieczny stał się rozwój metod spajania. Wyparcie konstrukcji nitowanych przez spawane skłoniło inżynierów do udoskonalenia metod spawalniczych, aby wykonywane spoiny charakteryzowały się dobrą jakością, estetyką i wytrzymałością.
W wytarzaniu konstrukcji z aluminium i jego stopów powszechnie stosuje się metody spawania łukowego. Spośród tych metod najczęściej stosowane jest spawanie łukowe elektrodą topliwą w osłonie gazu obojętnego (metoda MIG) i spawanie łukowe elektrodą nietopliwą w osłonie gazu obojętnego (metoda TIG) [1]. Główne zalety spawania metodą TIG to stabilny łuk oraz doskonała kontrola procesu spawania. Metoda ta najlepiej sprawdza się do spawania cienkich materiałów od ok. 0,5 mm do ok. 3 mm grubości [2].
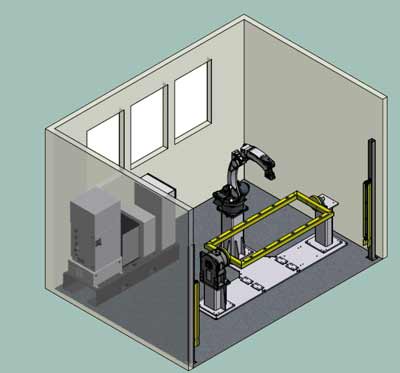
Rys. 1 Zrobotyzowane stanowisko do badań procesów spawania metodą TIG
Analiza składu gazu znajdującego się w porach pozwoliła stwierdzić, iż wodór jest głównym gazem powodującym porowatość. Wysoka rozpuszczalność wodoru w ciekłym aluminium i praktycznie brak rozpuszczalności w stanie stałym mogą powodować w złączach spawanych z przetopem obecność pęcherzy gazowych (rozpuszczony gaz (H2) nie może się „wydostać” podczas zestalania spoiny). Jako źródła wodoru uznaje się między innymi: rozpuszczony wodór w metalu, wodę, materię organiczną lub produkty korozji, które adsorbowane są na powierzchni materiału, wodór lub wodę z gazu ochronnego, wilgoć z powietrza, w przypadku gdy gaz ochronny nie zapewnia pełnego pokrycia powierzchni. Skutecznymi metodami zapobiegania powstawania porów są: obróbka powierzchni materiału i poprawa środowiska spawania [4]. Jednym z elementów tej pracy było określenie właściwości mechanicznych wyciskanych profili aluminiowych serii 5xxx i 6063 po procesie spawania metodą TIG.
cały artykuł dostępny jest w wydaniu 1/2 (88/89) styczeń-luty 2015



