

































Większość stopów aluminium to materiały spawalne, mimo trudności związanych z błyskawicznym pokrywaniem się oczyszczonego metalu warstwą tlenków i stosunkowo niską temperaturą topnienia, zbliżoną do początku zakresu „świecenia”.
Przygotowanie brzegów do spawania
Ze względu na wysoką jakość powierzchni, a przy tym niskie koszty narzędzi, rowek najlepiej przygotować mechanicznie. Brzegi blach i profili walcowanych przygotowuje się do spawania poprzez obróbkę mechaniczną: ukosowarki, frezowanie, struganie (na jeden dzień przed spawaniem).
Przy stosowaniu ukosowarek należy stosować folię nylonową przezroczystą jako smarowanie. Wtedy ukosowarka nie rwie materiału obrabianego.
Przy spawaniu stopów aluminium w ogóle nie należy używać tarcz szlifierskich. Stosowanie szlifowania powoduje pory w spoinie. Szlifowanie można stosować dopiero po zakończeniu spawania. Zalecane jest stosowanie frezów zaokrąglonych (do stopów aluminium).
Do czyszczenia należy używać szczotek drucianych z drutami mosiężnymi na metalowych trzonkach oraz szczotki rotacyjne z drutami mosiężnymi. Przed spawaniem powierzchnię należy odtłuścić np. przy użyciu acetonu lub denaturatu, a następnie oczyścić przy użyciu frezu bądź szczotki drucianej z mosiądzu (używanej jedynie do aluminium). Po oczyszczeniu zaleca się, aby jak najszybciej rozpocząć spawanie – elementy nie mogą być przygotowane do spawania dzień ani nawet więcej niż kilka godzin wcześniej. Hala powinna być wolna od unoszących się pyłów, a spawane elementy nie mogą mieć kontaktu z elementami stalowymi. Jak wiadomo, aluminium i jego stopy swoją wysoką odporność na korozję (która maleje w stopach wraz ze wzrostem zawartości miedzi) zawdzięczają warstwie trudnotopliwych tlenków (Al2O3), która tworzy się na powierzchni. Jednakże warstwa ta utrudnia spawalność aluminium ze względu na wysoką temperaturę topnienia przekraczającą 2000 °C (podczas gdy czyste aluminium topi się przy 660 °C). Poza tym tlenek aluminium ma właściwości higroskopijne, przez co może absorbować wilgoć z powietrza, co z kolei jest przyczyną porowatości.
Technika spawania ciężkich konstrukcji aluminiowych metodą MIG
Podstawowym elementem podczas spawania aluminium, obok odpowiedniego przygotowania, mającym wielki wpływ na jakość spoiny i wynikającym z trudności wykonania takiej spoiny, jest czynnik ludzki. Technika trzymania uchwytu spawalniczego jest niewątpliwie jednym z głównych punktów wykonania dobrej spoiny. Można zauważyć, iż spawacz z dłuższym stażem, nie pracujący stale przy spawaniu aluminium, wykazuje znacznie lepszą technikę i uzyskuje znacznie lepsze spoiny od spawacza pracującego stosunkowo krótko, choć intensywnie. Zależność ta wynika z techniki, która jest doskonalona przez lata i stosunkowo rzadko może być przyswojona przez spawacza w przeciągu kilku miesięcy. Spawanie aluminium jest procesem wymagającym ponadprzeciętnych umiejętności spawacza ze względu na dość skomplikowany ruch wykonywany podczas procesu. Jak wiadomo, aby poprawnie pospawać aluminium, trzeba pozbyć się powierzchniowej warstwy tlenków, która ma znacznie większą temperaturę topnienia niż czyste aluminium.
Uogólniając, podczas spawania aluminium, znaczącą trudnością dla spawacza bez dużego doświadczenia jest stosowanie ruchu posuwisto-zwrotnego (zamiast ruchów zakolowych, stosowanych przy spawaniu stali).

Wynika to z tego, że przy spawaniu materiału o dużej przewodności cieplnej, kroplę należy dodawać w środku jeziorka (nie wolno wykonywać zakosów, bo dodawanie kropli po bokach zatrzymałoby topienie). Dalej, aby się wtopić przy spawaniu w lewo (metodą pchania), trzeba szybko przeciągnąć łuk elektryczny do przodu, natomiast aby uformować ścieg i wyprowadzić gazy z jeziorka spawalniczego, należy cofnąć łuk do tyłu i lekko przytrzymać. Ten powtarzający się cykl spawania pozwala na wykonanie prawidłowej spoiny aluminiowej. Wykonywanie przetopu na podkładce podczas spawania stopów aluminium stosuje się w celu uzyskania ładniejszej spoiny oraz w celu zaoszczędzenia czasu (brak zbędnego szlifowania). Podkładkę, po podgrzaniu brzegów blach, należy przyklejać taśmą aluminiową samoprzylepną spawalniczą. Podkładki te łatwo się odklejają po zakończeniu spawania. Jeżeli w podkładce wykonamy rowek frezowany, to lico od strony grani zostanie uformowane w tym rowku. Jeżeli będziemy spawali na podkładce płaskiej, to konieczne będzie wyfrezowanie grani frezem stożkowym palcowym, zaokrąglonym na końcu, i pospawanie tak wykonanego rowka.
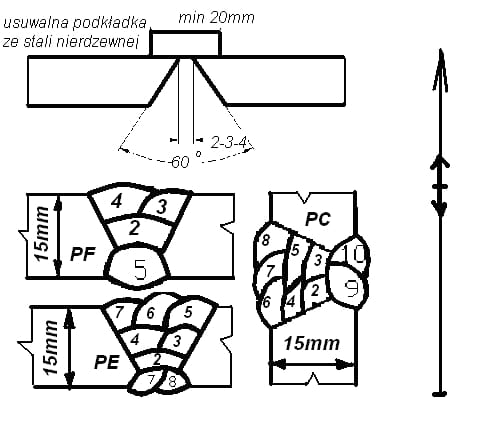
Podczas spawania aluminium ważne jest przygotowanie odpowiedniej szczeliny (Rys. 1) i wstępne podgrzewanie materiału. Do podgrzewanie należy używać palnika acetylenowo-tlenowego; blachy o grubości do 10 mm podgrzewa się do 50 °C, blachy o grubości powyżej 10 mm do 100 °C.
Nieprawidłowe trzymanie uchwytu przez spawacza ma bezpośredni wpływ na jakość i wygląd tworzonej spoiny. Efektem złego trzymania uchwytu najczęściej jest nieusunięcie (wydmuchanie) zanieczyszczeń, czyli tworzenie wad w spoinie. Niezależnie od grubości elementów spoiny powinny być jak najcieńsze.
Kąt prowadzenia uchwytu powinien być zbliżony do 75°. Wolny wylot elektrody, przy najczęściej stosowanej w praktyce średnicy drutu 1,2 mm, powinien być długi na ok. 1,5 cm.
Podczas pracy spawacz odpowiednio kontroluje prędkość spawania, aby nie prowadzić łuku zbyt szybko i nie wyprzedzać łukiem jeziorka, co może skutkować brakiem wtopienia. Zbyt wolne prowadzenie łuku skutkuje nadmiernym nadlewem lica i brakiem wtopienia.
Przy spawaniu na nowoczesnych spawarkach zalecane jest ustawienie funkcji „Gorący start”, która powoduje zwiększenie prądu na początku spawania i umożliwia prawidłowe rozpoczęcie procesu. Kończąc, używa się funkcji „Wypełniania krateru” powodującej spokojne opadanie prądu, wyprowadzanie gazów i prostowanie ugiętego ciśnieniem łuku jeziorka.
W Morskiej Stoczni Remontowej Świnoujście do spawania ciężkich konstrukcji aluminiowych, jako gaz osłonowy do spawania MIG, stosuje się mieszankę zawierającą 70% Ar i 30% He. Należy przy tym pamiętać, iż aluminium powinno być spawane cienkimi ściegami. Ponadto trzeba uważać, aby nie przekroczyć temperatury międzyściegowej (max 120 °C) podczas samego procesu, co sygnalizuje zmiana koloru spoiny – ma to znaczny wpływ na własności mechaniczne połączenia.
Technologia spawania ciężkich konstrukcji aluminiowych metodą MIG
Najczęstszą wadą, będącą zmorą spawaczy zajmujących się spawaniem aluminium MIG, są pory wynikające ze złego przygotowania do spawania, zbyt dużej wilgotności otoczenia i nieodpowiedniego doboru drutu (nieodgazowanego próżniowo).
Istotnym elementem, pozwalającym na poprawne wykonanie spoin, jest przygotowanie i jakość miejsca pracy spawacza. Hala, na której odbywa się proces spawania aluminium, powinna być bardzo czysta i posiadać dobrą wentylację. W powietrzu nie może unosić się jakikolwiek pył. Elementy pomocnicze używane podczas procesu, takie jak np. tarcze szlifierskie, muszą być specjalnie przeznaczone do aluminium. Niedopilnowanie tych elementarnych zasad może skutkować pojawieniem się w spoinie różnego rodzaju wtrąceń i zanieczyszczeń. Następnym czynnikiem jest sam sprzęt używany przez spawacza. Do tego typu prac muszą to być najwyższej jakości narzędzia. W spawaniu MIG regulujemy napięcie, prąd oraz indukcyjność. Topienie łukiem elektrycznym polega na fizycznym kontakcie gorących gazów z podłożem, a grzanie odbywa się poprzez przewodnictwo cieplne i zależy od wielkości jeziorka spawalniczego i czasu przytrzymania jeziorka w danym miejscu. Do topienia służy prąd spawania, który nie zależy od przewodności cieplnej, tylko od grubości materiału. Do grzania służy napięcie, które przy spawaniu w pozycjach przymusowych metodą zwarciową dla stali nierdzewnej o małej przewodności cieplnej teoretycznie powinno wynosić 15 V, przy spawaniu stali czarnej 20 V, a przy spawaniu gołym drutem aluminium o dużej przewodności cieplnej nawet do 24 V. Tak więc: prąd spawania ustawiamy do grubości materiału, a napięcie do przewodności cieplnej materiału.
Spawanie czystym argonem możliwe jest tylko w pozycji naściennej napięciem 22,8 V +/- 0,7 V. Jak widać, spawanie czystym argonem nie jest odpowiednie do spawania MIG stopów aluminium.
Przy spawaniu grubościennego aluminium w mieszance Argon-Hel w pozycji pionowej ustawiamy 22,7 V, w pozycji sufitowej ustawiamy 23,5 V, a w pozycji naściennej 24,5 V. W pionie ustawiamy prędkość podawania drutu 10 m/min, a w pozycji sufitowej i naściennej 11m/min.
Przy tej samej szybkości podawania drutu, w zależności od szybkości spawania, zmienia się prąd spawania.
W pozycji naściennej, przy zmianie szybkości spawania od 4,4 – 6,3 m/min, stosunek prądu do szybkości spawania zmienia się od 37-27 A x min/m.
W pozycji sufitowej, przy zmianie szybkości spawania od 3,2-6,3 m/min, stosunek prądu do prędkości spawania zmienia się od 58-29 A x min/m.
W pozycji pionowej, przy zmianie prędkości spawania 2,4-33 m/min, stosunek prądu do prędkości spawania zmienia się od 73-51 A x min/m.
Zakosy w pionie są tylko o 10% większe i prawie równe wolnemu wylotowi elektrody, przy drucie o średnicy 1,2 mm, nie tłumaczy to całkowicie dużego stosunku prądu spawania (prąd topi) do prędkości spawania w pionie.
Dokładność stabilizacji prądu przy spawaniu aluminium, nawet przy spadku napięcia w sieci, nie może przekraczać więcej niż 0,5 V. Taką dokładność stabilizacji napięcia, przy polskich warunkach sieci energetycznej, najlepiej zapewniają spawarki firmy Fronius. Indukcyjność służy do regulacji odprysków i zależy od grubości drutu i pozycji spawania. Wynika z tego, że tradycyjne spawarki nie są w stanie spełnić tych warunków. Z tych powodów do spawania aluminium najlepsza jest spawarka impulsowa, a zwłaszcza z podwójnym pulsem (jeden do ogrzania i odrywania małych kropli, a drugi do zatrzymywania krystalizacji i rozbudowywania struktury na boki) [8].
We wszelkich półautomatach spawalniczych, wyposażonych w mierniki umożliwiające odczyt prądu spawania i napięcia łuku, przystosowanych do spawania stopów aluminium (rolki, prowadnice drutu – do stopów aluminium) należy przy podajniku stosować czyściki do drutu spawalniczego. Nie mozna używać tu płynu czyszczącego. Po zakończeniu pracy drut powinniśmy wyjąć z podajnika i zabezpieczyć go w worku foliowym do następnego dnia w magazynie z materiałami spawalniczymi.
Wytyczne do spawania aluminium
W przeciwieństwie do stali, na której przy podgrzaniu tworzą się nalotowe barwy tlenkowe, pozwalające określić temperaturę podgrzania i wielkość strefy wpływu ciepła, aluminium nie zmienia barwy aż do osiągnięcia temperatury topnienia. Właściwą temperaturę miejsca spawania określa się po lustrzanym połysku tego miejsca [1].
Przewodność cieplna, wynosząca 200 W/(m·K) (dla stali – 58 W/(m·K)), wymaga użycia skupionych źródeł ciepła.
Na skutek zbyt małej lub zbyt dużej energii liniowej, braku płyty wybiegowej lub nieszlifowania początków i zakończeń ściegów, w spoinie, a szczególnie w kraterze, mogą wystąpić pęknięcia złączy aluminiowych. W przypadku mikropęknięć i pęknięć w kraterze należy dobrać lepszej jakości stopiwo zawierające pierwiastki powodujące rozdrobnienie kryształów (stopiwa amerykańskie lub włoskie). Aluminium ma tendencję do porowatości, wywołaną różnicą rozpuszczalności wodoru w metalu ciekłym (duża rozpuszczalność wodoru) i w metalu zakrzepłym. Podczas chłodzenia wodór wydziela się w postaci pęcherzy, pogarszając własności mechaniczne złącza. Źródłem wodoru może być zarówno wilgoć z powietrza, wilgoć materiałów podstawowych, jak również tłuszcze i smary. Powodem porowatości mogą być także gazy uwięzione w czasie wytapania stopu. Duża przewodność cieplna aluminium sprawia, że ciekły metal szybko się chłodzi i rozpuszczony gaz ma zbyt mało czasu, aby się wydostać do atmosfery. Dodatek magnezu w stopach sprzyja powstawaniu większej ilości pęcherzy. Ze względu na trudności w wyprowadzeniu gazów, stosuje się podkładki ze stali nierdzewnej o małej przewodności cieplnej. Z uwagi na duży skurcz i przewodnictwo cieplne, aby uniknąć przyklejeń i pęknięć, należy grubsze blachy podgrzać palnikiem acetylenowym (ze spalania powstaje mniej pary wodnej, która mogłaby się wykraplać w rowku). Przy grubościach blach większych niż 15 mm tylko stopiwo odgazowane próżniowo (amerykańskie lub włoskie) zabezpiecza nas przed porowatością.
Projektując połączenie spawane, należy pamiętać, że spoina aluminiowa w polskich warunkach może być słabsza od materiału rodzimego, a więc i wytrzymałość konstrukcji jest przez to niższa (Rys. 3 i 4). W USA nie dopuszcza się technologii, przy której spoina jest słabsza.
Aby zniwelować ten efekt, przy spawaniu cienkich blach można zaginać brzegi, a w przypadku konstrukcji naczep samochodowych stosuje się spęczanie końców blach i spawanie dwa razy grubszego, spęczonego brzegu elementu.
Dobierając wymiary elementów, trzeba pamiętać, że brzegi elementu spawanego bez podkładki przygotowujemy bez odstępu. Wymagane jest usunięcie tlenków tuż przed spawaniem przy pomocy szczotki drucianej rotacyjnej z drutami mosiężnymi lub ręcznej z drutami mosiężnymi na stalowych trzonkach.
Dalej, konieczna jest idealna czystość hali, gdzie spawane są stopy aluminium. Co więcej, hala ta winna być przeznaczone tylko i wyłącznie do spawania aluminium. Obecność pyłów tlenków żelaza czy pyłów po żłobieniu elektropowietrznym stali jest niedopuszczalna. Stanowiska spawalnicze należy odkurzać odkurzaczami przemysłowymi raz dziennie, po zakończeniu pracy. Miejsce, gdzie spawane są elementy, czyścimy i odtłuszczamy tuż przed spawaniem. Do odtłuszczania można użyć denaturatu i czystych, białych szmat (np. starej pościeli). Szmaty po użyciu należy odkładać na tace wykonane z cienkiej blachy ze stopów aluminium lub blachy nierdzewnej. Co ważne, odtłuszczać należy przed przyklejeniem podkładki. Ubrania spawaczy powinny być czyste, rękawice nie mogą być zatłuszczone. Spawanie powinno rozpocząć się jak najszybciej po przygotowaniu brzegów do spawania, a więc transport elementów konstrukcji gotowych do spawania nie jest wskazany.
Aluminium nie zmienia barwy wraz z temperaturą. Ze względu na wysoki współczynnik rozszerzalności cieplnej, odkształcenia spawalnicze są duże, więc aby im zapobiec można zastosować spawanie postępowo wsteczne oraz odpowiednią kolejność spawania konstrukcji. Przy większych grubościach, w celu zmniejszenia odkształceń i unikania przyklejeń, niezbędne jest podgrzewanie acetylenem (ze spalania powstaje mniej pary wodnej niż w przypadku podgrzewania propanem). Dla przykładu pręt aluminiowy o długości 1 m podgrzany do 100 °C wydłuża się o 2,4 mm, a przy podgrzaniu do 600 °C o 17 mm. Oprócz tego aluminium przy temperaturze powyżej 500 °C ma bardzo niskie własności wytrzymałościowe. Powyższe cechy uzasadniają użycie przyrządów spawalniczych przy produkcji aluminiowych elementów spawanych.
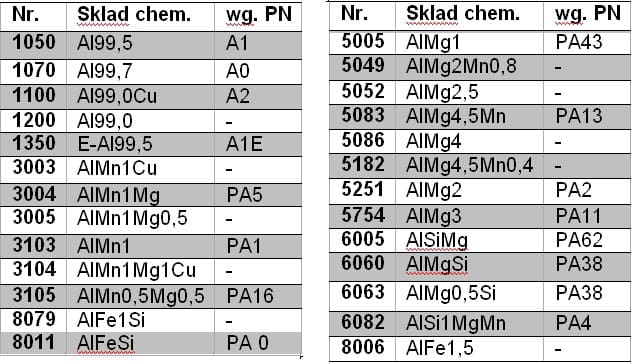
Na aparaturę chemiczną najlepiej nadają się stopy serii 1xxx (np. 1060). Na ramy, ciężarówki i samoloty – stopy serii 2xxx (np. 2014). Na materiały budowlane i codziennego użytku najlepsze są stopy serii 3xxx (np. 3003), na elektrody i druty – stopy serii 4xxx (np. 4043), na zbiorniki ciśnieniowe, statki czy samochody – stopy serii 5xxx (np. 5083), na konstrukcje odporne na korozję – stopy serii 6xxx (np. 6061); do konstrukcji lotniczych stosuje sie również stopy serii 7xxx (np. 7075) [5]. Stopy aluminium podane są w tabeli 1.
Porowatość
W obszarze spoiny z aluminium łatwo powstają pęcherze, co jest wielkim problemem przy pracach spawalniczych. Główną przyczyną ich powstawania jest wodór. Ponadto szybkość krzepnięcia jest bardzo duża i dlatego uniemożliwia to wyprowadzenie powstałych pęcherzyków. Rozpuszczalność wodoru podczas krzepnięcia gwałtownie spada (zmniejsza się o 1/20), co powoduje powstawanie porów wewnątrz spoiny, a ze względu na szybkie odprowadzenie ciepła, pory te nie są w stanie wypłynąć na powierzchnię, zanim spoina zakrzepnie.
Za główną przyczynę powstawania porów uznaje się wodór z atmosfery, a także wykraplającą się z otoczenia wilgoć na drucie i materiale rodzimym. Pozostałe źródła wodoru to: ciekły roztwór wodoru w materiałach dodatkowych oraz w materiale rodzimym, przyczepione bądź wchłonięte kropelki wody, związki organiczne oraz warstwa tlenków na powierzchni materiałów dodatkowych i materiałów dodatkowych, wilgoć w osłonie gazowej, wilgoć z powietrza, która przedostała się do atmosfery łuku. Powodem porowatości mogą być także tłuszcze, smary oraz gazy zaokludowane w czasie wytapiania stopu. Dodatek magnezu w stopach sprzyja powstawaniu większej ilości pęcherzy. Rozwiązaniem tego problemu mogą być: zmniejszenie szybkości spawania, zwiększenie prądu spawania lub zwrócenie większej uwagi na przygotowanie materiałów przed spawaniem. Innymi problemami podczas spawania aluminium są duży współczynnik rozszerzalności cieplnej, a także wysokie przewodnictwo cieplne utrudniające skupienie energii.
Wpływ pierwiastków stopowych na własności stopów aluminium
W tabeli 1 podano podstawowe polskie gatunki stopów aluminium. W stopach tych magnez (Mg) i mangan (Mn) poprawiają własności mechaniczne poprzez umocnienie roztworowe, a także poprawiają zdolność do umocnienia poprzez odkształcenie. Dodatek magnezu w siluminach umożliwia obróbkę cieplną odlewów poprzez utwardzanie wydzieleniowe. Przesycanie i starzenie pozwala w niektórych przypadkach podnieść granicę plastyczności prawie dwukrotnie, a wytrzymałość na rozciąganie do 30%. Wynika to z faktu tworzenia się fazy krzemu z magnezem Mg2Si o malejącej rozpuszczalności aluminium w stanie stałym.
Miedź (Cu) podnosi własności mechaniczne, umożliwia umocnienie wydzieleniowe, jednak obniża odporność na korozję, ciągliwość i spawalność. Dodatek miedzi zwiększa twardość i skrawalność, a także wytrzymałość w temperaturach podwyższonych. Fazą utwardzającą jest Al2Cu.
Krzem (Si) polepsza własności odlewnicze, podnosi wytrzymałość i twardość oraz znacznie zwiększa odporność na ścieranie, obniżając jednocześnie przewodnictwo i rozszerzalność cieplną, a dodany z magnezem umożliwia umocnienie wydzieleniowe. Cynk (Zn) podnosi własności wytrzymałościowe, umożliwia umocnienie wydzieleniowe, jednak może powodować korozję naprężeniową i traktowany jest jako zanieczyszczenie. Żelazo (Fe) umacnia czyste aluminium, jednak jest uważane jako zanieczyszczenie, gdyż tworzy w stopie bardzo kruche igły związku Al4Si2Fe, powodując obniżenie wytrzymałości i udarności. Dodatek manganu (Mn) lub kobaltu (Co) zwiększa dyspersję szkodliwej fazy, powodując jednocześnie zwartość kształtu jej ziaren. Chrom (Cr) podnosi odporność na korozję naprężeniową. Nikiel (Ni) podnosi własności wysokotemperaturowe. Tytan (Ti) i cyrkon (Zr) są zarodkami krzepnięcia, przez co powodują rozdrobnienie ziarna; małe ilości są stosowane w materiałach dodatkowych. Lit (Li) podnosi moduł Younga, własności wytrzymałościowe, obniża gęstość, a także umożliwia umocnienie wydzieleniowe [1].
Do spawania konstrukcji konieczny jest wybór spawalnych stopów aluminium, np. 5085 – blachy, 6082 – profile walcowane. Konstruktorzy często popełniają tu błąd, wybierając stopy aluminium niespawalne. Przy użyciu takich stopów przy grubościach powyżej 20 mm, jedynie włoski drut SAFRA Al Mg4,5 Mn pozwala na uzyskanie spoin bez porów.
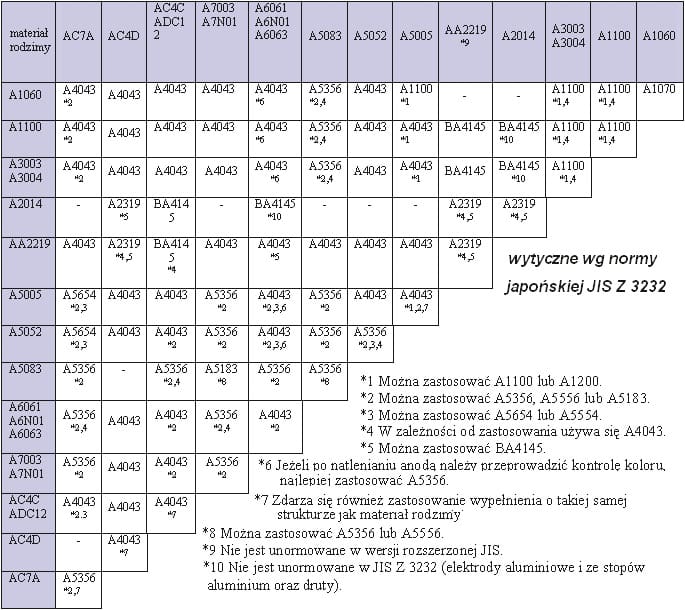
W tabeli 2 podano dobór materiałów dodatkowych do spawania aluminium. Materiały najpierw dobiera się pod względem odporności na pękanie, a następnie pod względem wytrzymałości i dostosowania do procesów przemian fazowych.
Poszczególne wykresy przemian fazowych w zakresie stosowalności omówiono w poprzednim artykule [1]. Jeżeli w danym stopie jest kilka pierwiastków, to w zależności od temperatury wydzielają się fazy trudniej topliwe, a na końcu łatwo topliwe.
W pewnym momencie, przy dużym skurczu wysokotemperaturowym zaczyna brakować cieczy i powstają pęknięcia krystalizacyjne. Skłonność do takich pęknięć będzie tym większa, im większy jest zakres temperatur krzepnięcia. Im więcej pierwiastków stopowych o różnych temperaturach krzepnięcia, tym większy zakres krzepnięcia i większa skłonność do pękania krystalizacyjnego. W niższych temperaturach, na skutek zmniejszenia rozpuszczalności niektórych dodatków stopowych, będą się one wydzielać i będą blokować rozrost ziaren, a tym samym będą wpływać na wzrost wytrzymałości stopu. Stopy, które mieszczą się w zakresie zmniejszania rozpuszczalności pierwiastków stopowych, mogą być obrabiane cieplnie.
Przykładowo w Federal Mogul (dawnej WSK Gorzyce), firmie będącej głównym krajowym wytwórcą tłoków, najczęściej stosowanym stopem do produkcji jest okołoeutektyczny silumin AK12 modyfikowany fosforem. Mniejsze zastosowanie mają nadeutektyczne stopy AK18 i AK20, stosowane do produkcji tłoków silników dwusuwowych. Rafinację ciekłego metalu przeprowadza się argonem, chlorem lub mieszanką tych gazów. Utwardzanie dyspersyjne stopu AK12 polega na przesycaniu w temperaturze 500±10 °C przez 3-3,5 godziny, z chłodzeniem w wodzie o temperaturze 80–100 °C, i starzeniu w temperaturze 200±5 °C przez 6-6,5 godziny, z chłodzeniem (po starzeniu) w powietrzu. W wyniku tej obróbki twardość odlewów osiąga do 120 jednostek Brinella.
Podczas krzepnięcia tłoków wykonanych ze stopu AK12 powstaje struktura złożona z eutektyki krzemowej (α+Si), roztworu stałego α, kryształów krzemu pierwotnego oraz faz międzymetalicznych. Dopuszczalna wielkość wydzieleń krzemu pierwotnego wynosi 60 µm. Pierwsze pierścienie uszczelniające często umieszcza się we wkładkach nośnych wykonanych z żeliwa austenitycznego.
Struktura spoiny przy spawaniu aluminium
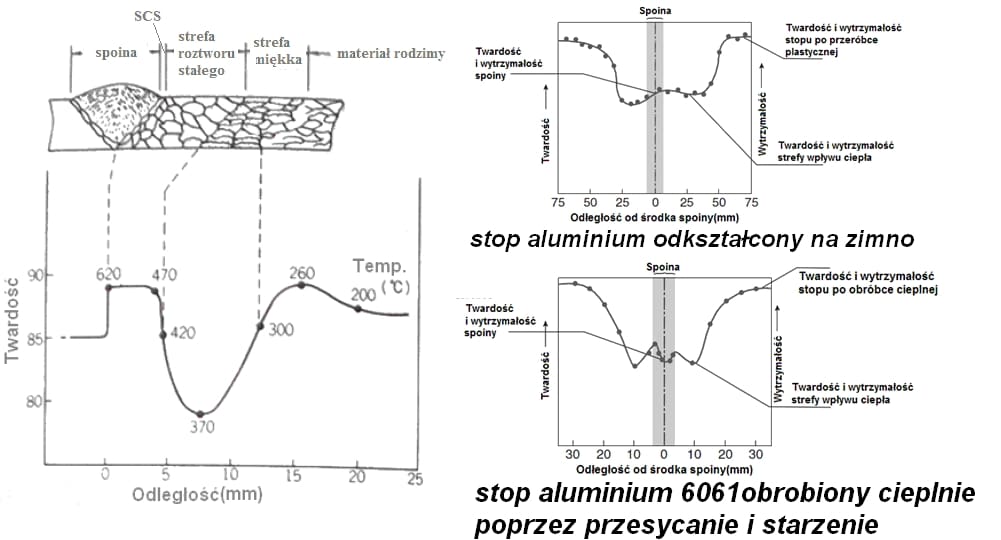
W złączu spawanym możemy wyróżnić: spoinę, strefę częściowego stopienia (SCS), strefę roztworu stałego, strefę miękką oraz materiał rodzimy (nienaruszony przez wpływ ciepła, rysunek 4).
Spoina ma charakter dendrytyczny. W przestrzeniach pomiędzy dendrytami znajdują się fazy niskotopliwe oraz pęcherze gazowe. W strefie roztworu stałego następuje rozpuszczenie się wydzieleń (istniejących po utwardzaniu wydzieleniowym stopu) i przesycenie roztworu skutkujące rozrostem ziarna. Strefa miękka cechuje się największym spadkiem twardości, można się więc spodziewać, że właściwości mechaniczne tutaj będą pogorszone. Stopy obrabiane cieplnie, po spawaniu i przesyceniu, mają właściwość naturalnego starzenia po procesie spawania (wydzielają się drobne fazy umacniające stop) [1].
Wytrzymałość złącza aluminiowego może wynosić 50-90% wytrzymałości materiału rodzimego. Na rysunku 4 schematycznie przedstawiono struktury strefy wpływu ciepła spoin stopów obrabianych i nieobrabianych cieplnie [3]. W obszarze odprężanym w temperaturze od 300 °C do 450 °C (rekrystalizacja i odbudowa struktury) występuje zmiękczenie odprężeniowe, a w wyniku wydzielania się składników stopowych wzrasta kruchość i spada odporność korozyjna.
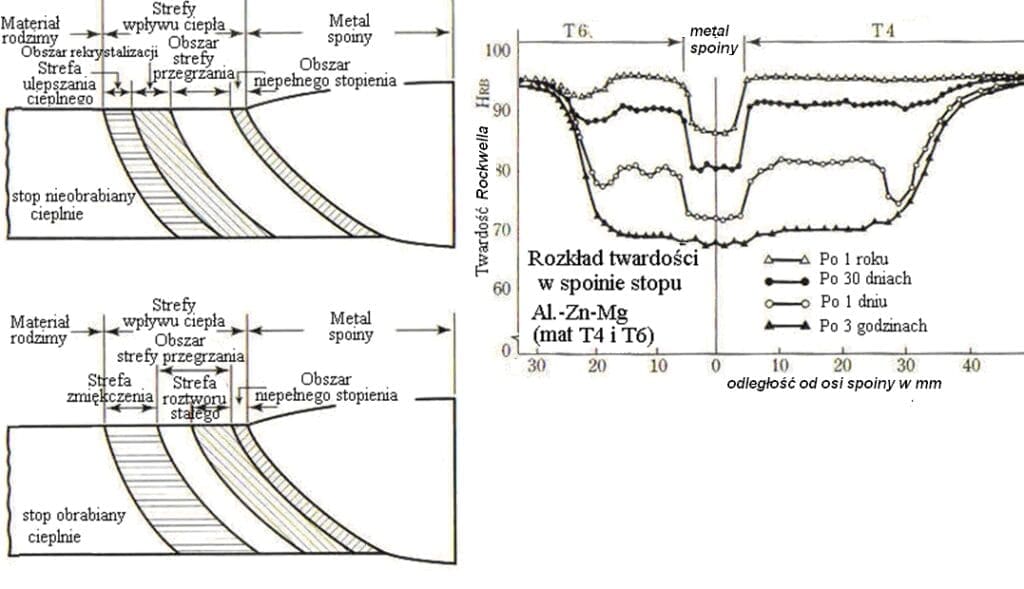
Jak wynika z rysunku 4, w przypadku spawania stopu obrabianego cieplnie, zaraz po spawaniu spoina i strefa wpływu ciepła ulegają zmiękczeniu, lecz przy prawidłowym doborze stopiwa, po pewnym czasie twardość spoiny wraca do poziomu twardości materiału rodzimego. Strefa wpływu ciepła SWC stopów nie obrabianych cieplnie, utwardzanych poprzez umocnienie w roztworze stałym na skutek wydzielania się dodatków stopowych, których rozpuszczalność spada, nie wykazuje dużego spadku wytrzymałości [3].
Wnioski:
- Temperaturę podgrzewania określamy po lustrzanym połysku spawanego materiału obok jeziorka spawalniczego.
- Duża przewodność cieplna wymaga dużego napięcia, które służy do grzania podłoża do metalicznego połysku. Ponieważ topienie odbywa się w wyniku fizycznego kontaktu gorących gazów łuku (plazma jest odpychana od materiału), to prąd spawania nie zależy od przewodności cieplnej spawanego materiału, a od grubości spawanej blachy, dochodząc do 180A. Te parametry musi zapewnić półautomat spawalniczy i mieszanka gazowa.
- Spawanie ciężkich konstrukcji aluminiowych o grubości powyżej 20 mm wymaga czystej hali, wysokiej jakości urządzenia, drutu odgazowanego próżniowo i dużego doświadczenia spawacza pracującego małymi energiami liniowymi.
- Przy spawaniu aluminium, zamiast ruchów zakolowych, stosujemy ruchy posuwisto-zwrotne (podłużne).
dr inż. Leszek Gardyński, Michał Adamiak
Politechnika Lubelska
Hubert Padula, Dariusz Cyganek
Morska Stocznia Remontowa, Świnoujście
Ryszard Jastrzębski, Krzysztof Trześniewski, Grzegorz Cios
Instytut Łączenia Metali w Krakowie
Autorzy dziękują Janowi Borawskiemu i Zenonowi Stadnickiemu za cenne uwagi praktyczne
Literatura:
[1] R. Jastrzębski , G. Cios , L. Gardyński: Wprowadzenie do metalurgii spawania aluminium i jego stopów, Projektowanie i Konstrukcje Inżynierskie, 9/2012
[2] L. A. Dobrzański: Podstawy nauki o materiałach i metaloznawstwo
[3] Japan Welding Society: Metody spawania oraz urządzenia spawalnicze, wydawnictwo Sanpō, 2008.
[4] Japan Welding Society: Metalurgia Spawania, wydawnictwo Sanpō, 1978
[5] G. Padula, R. Jastrzębski, J. Nowacki , Z. Latała: Decodificación de los conocimientos prácticos como un paso más hacia la creación de software de apoyo para el análisis microscópico cualitativo de las juntas, Materiały konferencyjne EUROJOIN 6, Santiago de Compostela
[6] Gardyński L.: Odporność na pękanie zmęczeniowe materiałów stosowanych na tłoki. Cz. I Materiały stosowane na tłoki, Samochody Specjalne, nr 4/2003
[7] Gardyński L.: Odporność na pękanie zmęczeniowe materiałów stosowanych na tłoki. Cz. II Badania odporności materiału tłoka na zmęczenie cieplne, Samochody Specjalne, nr 5/2003
[8] A. Jastrzębski, E. Tasak: Wpływ pulsacji łuku MIG na strukturę spoin stopów aluminium, Przegląd spawalnictwa 7/2009
Artykuł pochodzi z wydania 10 (61) Październik 2012










