






W tym miejscu, czytelnikom nieobeznanym z technologią wytwarzania elementów kompozytowych, przedstawię etapy powstawania dowolnego, kompozytowego elementu poszycia kabiny tramwaju: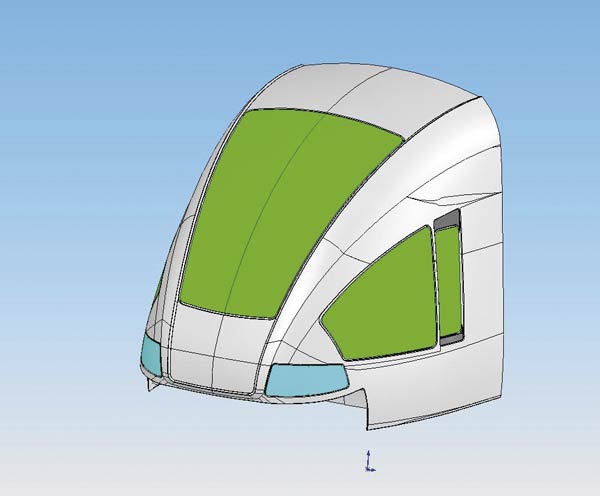 1. Odwzorowanie zewnętrznego kształtu części na podstawie danych CAD, poprzez frezowanie CNC powierzchni bryły materiału modelarskiego (specjalny poliuretan spieniany o gęstości 200-400 kg/m³ lub inny materiał modelarski), celem wykonania modelu pozytywowego części; po frezowaniu, model podlega końcowej obróbce powierzchniowej – lakierowaniu i polerowaniu. Wypada też nadmienić, że w miejsce bardzo kosztownego poliuretanu modelarskiego, z powodzeniem wykorzystuje się bryły zwykłego styropianu, które po wstępnym ofrezowaniu pokrywa się specjalną, nanoszoną natryskowo na grubość do kilkunastu milimetrów, pastą modelarską,
1. Odwzorowanie zewnętrznego kształtu części na podstawie danych CAD, poprzez frezowanie CNC powierzchni bryły materiału modelarskiego (specjalny poliuretan spieniany o gęstości 200-400 kg/m³ lub inny materiał modelarski), celem wykonania modelu pozytywowego części; po frezowaniu, model podlega końcowej obróbce powierzchniowej – lakierowaniu i polerowaniu. Wypada też nadmienić, że w miejsce bardzo kosztownego poliuretanu modelarskiego, z powodzeniem wykorzystuje się bryły zwykłego styropianu, które po wstępnym ofrezowaniu pokrywa się specjalną, nanoszoną natryskowo na grubość do kilkunastu milimetrów, pastą modelarską,  w której frezuje się docelowy kształt modelu szybciej i za cenę wielokrotnie niższą, niż przy tradycyjnej metodzie.
w której frezuje się docelowy kształt modelu szybciej i za cenę wielokrotnie niższą, niż przy tradycyjnej metodzie.
2. Wykonanie metodą laminowania, najczęściej z żywic winyloestrowych lub epoksydowych, negatywowej, jednoczęściowej lub dzielonej formy, odwzorowującej kształt części i zapewniającej jej sztywność kształtową np. poprzez budowę skrzynkową lub ramową, w formie stelaża stalowego;
3. Laminowanie zasadniczego kształtu części w wykonanej formie:
- pokrycie formy rozdzielaczami polimerowymi lub woskiem rozdzielającym, ułatwiającymi odformowanie elementu,
- naniesienie warstwy „żelkotu” (specjalna, żywica powierzchniowa, często w kolorze zgodnym z barwą przyszłego elementu,
- układanie formatek maty szklanej i przesycanie ich żywicą poliestrową, aż do uzyskania docelowej grubości elementu (4-5mm) i średnim udziale masowym włókna w kompozycie rzędu 30%; poza matą szklaną stosowane są inne materiały wzmacniające – np. matotkaniny, tkaniny kierunkowe szklane lub z włókien tzw. 2 generacji: aramidowe, kevlarowe itp.; poza żywicą poliestrową stosowane są żywice epoksydowe i fenolowe w zależności od stawianych wymagań (np. niepalność, kluczowa w przypadku wagonów metro),
- ewentualne zastosowanie w trakcie laminowania wzmocnień usztywniających w postaci warstw pianki poliuretanowej i metalowych elementów montażowych jako wkładek.
4. Pozostawienie części w formie do czasu pełnej polimeryzacji żywicy (często wygrzewanie, w celu uniknięcia deformacji kompozytu) i uzyskania docelowego kształtu elementu.
5. Odformowanie gotowej części, obcięcie nadmiarów laminatu wokół krawędzi części, wykonanie ewentualnych otworów funkcjonalnych i pozostałych prac wykańczających. 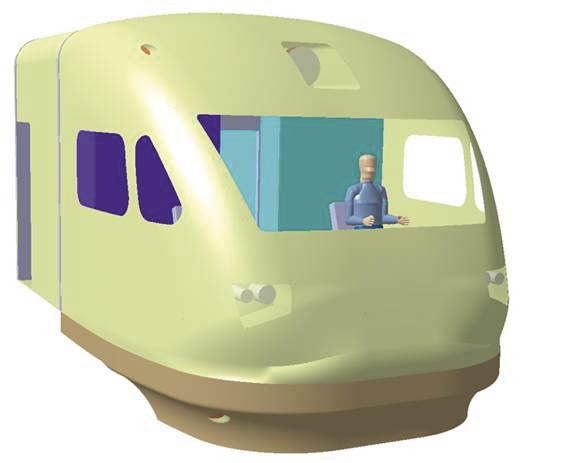 W przypadku wytwarzania kabiny jednostki kolejowej, proces produkcyjny w zarysach przebiega podobnie, jednakże potężne, rozmiarami często sięgające trzech metrów kabiny wykonuje się jako jedną część, przy użyciu dwu- lub nawet wieloczęściowej formy, kształtującej zarówno jej powierzchnię zewnętrzną, jak i wewnętrzną. Tym samym, opisany wyżej etap 3 ma zdecydowanie odmienny przebieg, niż ma to miejsce w przypadku budowy części kabiny tramwajowej. Przygotowane powierzchnie obu form, po naniesieniu rozdzielacza i warstwy żelkotu, gotowe są do procesu laminowania włókna szklanego. Zewnętrzna powierzchnia kabiny osiąga często grubość rzędu 8 i więcej milimetrów, a równocześnie laminowana, wewnętrzna powierzchnia – około 6 milimetrów. Dalej następuje proces wklejania w formie odpowiednio przygotowanych i dopasowanych wymiarowo kształtek usztywniających – najczęściej z pianki poliuretanowej. Proces formowania odbywa się w formie złożonej nawet z kilku części specjalnie pozycjonowanych i połączonych śrubami, zapewniającymi stabilność gabarytów wypełniającej ją masy, która decyduje w dużej mierze o powodzeniu cyklu produkcji. Odformowanie rozpoczyna się od rozkręcenia części formy. Po pomyślnym odformowaniu wielkiego „sandwicza” kabiny następuje pracochłonny proces wykończeniowy – np. lakierowanie, klejenie szyb itp.
W przypadku wytwarzania kabiny jednostki kolejowej, proces produkcyjny w zarysach przebiega podobnie, jednakże potężne, rozmiarami często sięgające trzech metrów kabiny wykonuje się jako jedną część, przy użyciu dwu- lub nawet wieloczęściowej formy, kształtującej zarówno jej powierzchnię zewnętrzną, jak i wewnętrzną. Tym samym, opisany wyżej etap 3 ma zdecydowanie odmienny przebieg, niż ma to miejsce w przypadku budowy części kabiny tramwajowej. Przygotowane powierzchnie obu form, po naniesieniu rozdzielacza i warstwy żelkotu, gotowe są do procesu laminowania włókna szklanego. Zewnętrzna powierzchnia kabiny osiąga często grubość rzędu 8 i więcej milimetrów, a równocześnie laminowana, wewnętrzna powierzchnia – około 6 milimetrów. Dalej następuje proces wklejania w formie odpowiednio przygotowanych i dopasowanych wymiarowo kształtek usztywniających – najczęściej z pianki poliuretanowej. Proces formowania odbywa się w formie złożonej nawet z kilku części specjalnie pozycjonowanych i połączonych śrubami, zapewniającymi stabilność gabarytów wypełniającej ją masy, która decyduje w dużej mierze o powodzeniu cyklu produkcji. Odformowanie rozpoczyna się od rozkręcenia części formy. Po pomyślnym odformowaniu wielkiego „sandwicza” kabiny następuje pracochłonny proces wykończeniowy – np. lakierowanie, klejenie szyb itp.
 Zadaniem konstruktora jest precyzyjne opisanie powierzchni zewnętrznej w postaci danych CAD, które później posłużą do wykonania narzędzi produkcyjnych. W fazie projektowania należy uwzględnić, szereg indywidualnych założeń konstrukcyjnych, poza jednoznacznie określonymi, wymaganiami formalno-technicznymi – jak np. rozmieszczenie oświetlenia, czy systemu sprzęgającego pojazdy w zespoły. Każdy odbiorca większej partii pojazdów szynowych może określić, gdzie chciałby umieścić np. zewnętrzne tablice informacyjne, wyświetlające numer linii tramwajowej i przystanek docelowy. Jeszcze większa różnorodność może dotyczyć wyposażenia wnętrza kabiny. W przypadku tramwajów, pulpit sterowniczy motorniczego może być zupełnie inaczej wyposażony i obsługiwany dla zakładu transportowego miasta A i miasta B.
Zadaniem konstruktora jest precyzyjne opisanie powierzchni zewnętrznej w postaci danych CAD, które później posłużą do wykonania narzędzi produkcyjnych. W fazie projektowania należy uwzględnić, szereg indywidualnych założeń konstrukcyjnych, poza jednoznacznie określonymi, wymaganiami formalno-technicznymi – jak np. rozmieszczenie oświetlenia, czy systemu sprzęgającego pojazdy w zespoły. Każdy odbiorca większej partii pojazdów szynowych może określić, gdzie chciałby umieścić np. zewnętrzne tablice informacyjne, wyświetlające numer linii tramwajowej i przystanek docelowy. Jeszcze większa różnorodność może dotyczyć wyposażenia wnętrza kabiny. W przypadku tramwajów, pulpit sterowniczy motorniczego może być zupełnie inaczej wyposażony i obsługiwany dla zakładu transportowego miasta A i miasta B.
Konstruktor w procesie projektowania musi nie tylko uwzględniać życzenia odbiorcy, ale też zapewnić właściwy komfort pracy motorniczego, czy też maszynisty. Służy temu analiza ergonomiczna kabiny, przeprowadzana w trakcie projektowania, w oparciu o symulację komputerową w systemie CAD. Wynik jej określa właściwą pozycję kierującego pojazdem względem rozmieszczonych urządzeń sterujących oraz wyznacza prawidłowe pola widoczności z kabiny. Jest oczywiste, że wymagania dotyczące widoczności zewnętrznej są odmienne dla kolei i tramwajów.  Szyby w pojeździe instaluje się poprzez ich wklejanie, podobnie jak to ma miejsce we współczesnych samochodach. Na ostateczny kształt projektu wpływają też wymagania dotyczące zabudowy w kabinie całego szeregu urządzeń funkcjonalnych, np. układu ogrzewania i systemu nawiewów na szyby. Należy też pamiętać o zapewnieniu jak najlepszego dostępu do zespołów sterujących pracą pojazdu w celach serwisowych.
Szyby w pojeździe instaluje się poprzez ich wklejanie, podobnie jak to ma miejsce we współczesnych samochodach. Na ostateczny kształt projektu wpływają też wymagania dotyczące zabudowy w kabinie całego szeregu urządzeń funkcjonalnych, np. układu ogrzewania i systemu nawiewów na szyby. Należy też pamiętać o zapewnieniu jak najlepszego dostępu do zespołów sterujących pracą pojazdu w celach serwisowych.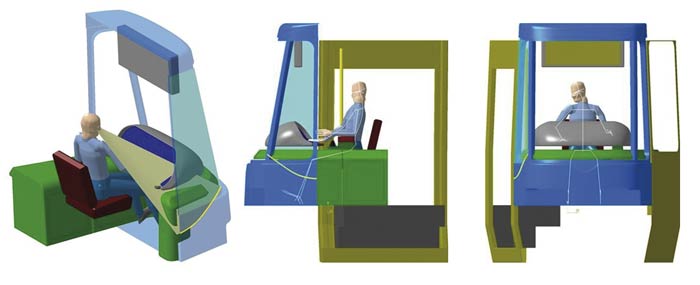 Bardzo korzystna jest modułowa budowa pulpitu sterowniczego, umożliwiająca w razie awarii wymianę całego modułu na sprawny, aby nie wycofywać całego pojazdu z eksploatacji na czas naprawy.
Bardzo korzystna jest modułowa budowa pulpitu sterowniczego, umożliwiająca w razie awarii wymianę całego modułu na sprawny, aby nie wycofywać całego pojazdu z eksploatacji na czas naprawy.
W trakcie wstępnego procesu projektowania i planowania rozmieszczenia podzespołów kabiny należy mieć na uwadze wymagania technologiczne procesu produkcyjnego i uwzględnić przykładowo miejsca podziału formy, czy technologicznie wykonalne kształty części składowych. Jak już wspomniałem wcześniej, kompozytowa kabina pojazdu szynowego zostanie zamontowana na ramie i połączona ze skrajnym profilem szkieletu. Niezmiernie istotnym zagadnieniem, przed którym staje konstruktor jest właściwe zaprojektowanie połączenia kabiny ze szkieletem. Jest ono realizowane za pomocą śrub, jednakże poprzez zastosowanie w połączeniu tulei metalowo-gumowych, można uzyskać odpowiednie jego uelastycznienie, zapobiegające powstawaniu sił niszczących mocowania śrub w kompozytowej kabinie pod wpływem eksploatacyjnych odkształceń sprężystych, występujących w pudle wagonu. Taka technika montażu umożliwia (co jest szczególnie istotne w przypadku tramwajów), w razie poważniejszej kolizji z innym pojazdem, szybką wymianę całej kabiny i sprawne przywrócenie pojazdu do użytku. Dla zapewnienia szczelności połączenia, wypełnia się je najczęściej poliuretanową masą uszczelniającą.
Taka technika montażu umożliwia (co jest szczególnie istotne w przypadku tramwajów), w razie poważniejszej kolizji z innym pojazdem, szybką wymianę całej kabiny i sprawne przywrócenie pojazdu do użytku. Dla zapewnienia szczelności połączenia, wypełnia się je najczęściej poliuretanową masą uszczelniającą.