






Rewolucja przemysłowa – tym mianem określa się potocznie lata XIX wieku, kiedy to społeczeństwo poczęło korzystać z dobrodziejstw większości przełomowych wynalazków, kształtujących współczesną cywilizację techniczną. Na tym tle, kluczową rolę odegrało upowszechnienie przełomowego dla przewozu towarów i ludzi rozwoju transportu szynowego.
Marcin Szcześniak
Błyskawicznie rozbudowywana sieć połączeń kolejowych w krótkim czasie trafiła na ziemie polskie. Zaledwie 20 lat po uznawanym za narodziny kolei, udanym przejeździe po szynach zespołu wagonów, ciągnionego przez parowóz Stephensona w roku 1825, zainaugurowano połączenie kolejowe Warszawy z Grodziskiem Mazowieckim, jako pierwszy odcinek trasy Kolei Warszawsko-Wiedeńskiej, która złączyła oba miasta jesienią roku 1848. XXI wiek zastał Polskę z głęboko zacofaną, na tle innych krajów europejskich, infrastrukturą kolejową i mocno przestarzałym taborem, pamiętającym nierzadko lata 70-te. Podobna sytuacja dotyczyła również kursujących po ulicach naszych miast tramwajów, w dużej części reprezentowanych przez kultowy model 13N z lat 60-tych. Pomimo nieustannych problemów ekonomicznych, cechujących struktury PKP, i niedostatków w budżecie miast eksploatujących staromodne tramwaje, wykorzystując dotacje unijne poczyniono istotne zakupy nowoczesnego taboru komunikacji publicznej. Na przeszkodzie szybkiej modernizacji polskiego taboru szynowego, obok często nierozstrzygniętych przetargów, stoją jednak ogromne wciąż koszty zakupu nowoczesnych pojazdów szynowych, sięgające nierzadko dziesiątków milionów złotych.
 |
 |
 |
Propozycje stylistyki nowoczesnego wagonu tramwajowego
Współczesna technologia wykorzystywana przy budowie nowoczesnych jednostek szynowych niewiele ma wspólnego z reprezentowaną przez te, obecne na polskich torach od ponad 30 lat. Prawdziwy przełom dotyczy systemów sterowania funkcjami jezdnymi i użytkowymi, ale też materiałów i technologii wytwarzania samych pojazdów. Jako materiał konstrukcyjny, używany przy budowie nadwozi wagonów pasażerskich coraz częściej pojawia się tworzywo sztuczne. Dotyczy to zarówno wnętrza z wszechobecnych dawniej, płaskich wykładzin z Unilamu (czyli żywic melaminowych na nośniku papierowym), jak i szeregu istotnych, tradycyjnie stalowych części zewnętrznych, które zastępowane są kształtowymi elementami z kompozytów poliestrowych, wzmacnianych włóknem szklanym. Najbardziej zauważalnym, decydującym o estetyce i wyróżniającym elementem współczesnych pojazdów szynowych jest czoło pojazdu, które stanowi kabina maszynisty w komunikacji kolejowej, lub motorniczego w miejskiej.  Zasadniczo, kabiny tych pojazdów o różnym przeznaczeniu komunikacyjnym zbudowane są w podobny sposób. Zarówno tramwaj, jak i zespół trakcyjny nowoczesnego pojazdu dla kolei, zbudowany jest na potężnej, stalowej ramie nośnej, stanowiącej bazę dla wszystkich zespołów przyszłego pojazdu. Koncentrując się na zabudowie nadwozia, powstaje ono jako struktura szkieletowa, najczęściej z profili stalowych, które po zespawaniu tworzą charakterystyczny, powtarzalny, wzdłużny profil pojazdu w kształcie odwróconej litery „U”. Aby zapewnić szkieletowi stateczność, łączy się poszczególne, łukowe elementy szkieletu profilami wzdłużnymi. Konstruktor pudła wagonu musi dysponować wiedzą i doświadczeniem, pozwalającym na dobranie właściwych rozmiarów profili szkieletu. Oczywiście, projektując położenie poszczególnych odcinków szkieletu należy uwzględnić rozmieszczenie instalacji funkcjonalnych przyszłego pojazdu.
Zasadniczo, kabiny tych pojazdów o różnym przeznaczeniu komunikacyjnym zbudowane są w podobny sposób. Zarówno tramwaj, jak i zespół trakcyjny nowoczesnego pojazdu dla kolei, zbudowany jest na potężnej, stalowej ramie nośnej, stanowiącej bazę dla wszystkich zespołów przyszłego pojazdu. Koncentrując się na zabudowie nadwozia, powstaje ono jako struktura szkieletowa, najczęściej z profili stalowych, które po zespawaniu tworzą charakterystyczny, powtarzalny, wzdłużny profil pojazdu w kształcie odwróconej litery „U”. Aby zapewnić szkieletowi stateczność, łączy się poszczególne, łukowe elementy szkieletu profilami wzdłużnymi. Konstruktor pudła wagonu musi dysponować wiedzą i doświadczeniem, pozwalającym na dobranie właściwych rozmiarów profili szkieletu. Oczywiście, projektując położenie poszczególnych odcinków szkieletu należy uwzględnić rozmieszczenie instalacji funkcjonalnych przyszłego pojazdu. Przede wszystkim elektrycznej i grzewczej, a w wagonach kolejowych także klimatyzacyjnej, hydraulicznej i pneumatycznej. Szczególna uwaga projektanta poświęcona musi być właściwemu ukształtowaniu profili w obszarze okien i drzwi pojazdu. Dalsza budowa pudła pojazdu szynowego polega na zamocowaniu poszycia zewnętrznego. Ściany boczne wagonów do przewozu osobowego pokrywa najczęściej blacha stalowa. Wydawałoby się to wszystko banalnie proste i nie skomplikowane, gdyby nie utrudnienia, które stwarza takie zespawanie blach poszycia, aby boki wagonu nie pofałdowały się pod wpływem spoin i aby ściany wyglądały naprawdę płasko i elegancko. Montaż okien i drzwi wieńczy dzieło wykonania zewnętrznych prac przy budowie nadwozia. Za to, by pojazd szynowy uzyskał swój ostateczny, indywidualny i wyróżniający go charakter odpowiada kształt przedniej części zespołu, czyli miejsca pracy maszynisty, czy też motorniczego. Kabina z reguły powstaje w zupełnie innym miejscu od całej reszty wagonu. Miejscem tym jest zakład produkcji wielkogabarytowych wyrobów kompozytowych. Oczywiście, zanim kabina trafi do fabryki pojazdów szynowych, przechodzi cały proces rozwoju konstrukcji, który jak w przypadku wielu przedmiotów użytkowych rozpoczyna się w szkicowniku grafika-stylisty. Jego zadaniem jest nadanie temu reprezentacyjnemu elementowi pojazdu owej unikalnej, charakterystycznej i spełniającej wymogi funkcjonalne estetyki.
Przede wszystkim elektrycznej i grzewczej, a w wagonach kolejowych także klimatyzacyjnej, hydraulicznej i pneumatycznej. Szczególna uwaga projektanta poświęcona musi być właściwemu ukształtowaniu profili w obszarze okien i drzwi pojazdu. Dalsza budowa pudła pojazdu szynowego polega na zamocowaniu poszycia zewnętrznego. Ściany boczne wagonów do przewozu osobowego pokrywa najczęściej blacha stalowa. Wydawałoby się to wszystko banalnie proste i nie skomplikowane, gdyby nie utrudnienia, które stwarza takie zespawanie blach poszycia, aby boki wagonu nie pofałdowały się pod wpływem spoin i aby ściany wyglądały naprawdę płasko i elegancko. Montaż okien i drzwi wieńczy dzieło wykonania zewnętrznych prac przy budowie nadwozia. Za to, by pojazd szynowy uzyskał swój ostateczny, indywidualny i wyróżniający go charakter odpowiada kształt przedniej części zespołu, czyli miejsca pracy maszynisty, czy też motorniczego. Kabina z reguły powstaje w zupełnie innym miejscu od całej reszty wagonu. Miejscem tym jest zakład produkcji wielkogabarytowych wyrobów kompozytowych. Oczywiście, zanim kabina trafi do fabryki pojazdów szynowych, przechodzi cały proces rozwoju konstrukcji, który jak w przypadku wielu przedmiotów użytkowych rozpoczyna się w szkicowniku grafika-stylisty. Jego zadaniem jest nadanie temu reprezentacyjnemu elementowi pojazdu owej unikalnej, charakterystycznej i spełniającej wymogi funkcjonalne estetyki.
Po wyborze wersji, która trafić ma do realizacji, zaczyna się zasadniczy proces konstrukcji. W zależności od przeznaczenia, stosowane są różne technologie produkcyjne kabin pojazdów szynowych. W pewnym uproszczeniu, tramwaje poruszają się po mieście z prędkościami rzadko przekraczającymi 70 km/h i nie podlegają tak surowym wymaganiom wytrzymałościowym, jak pojazdy dla kolei, które przeciętnie muszą sprostać eksploatacji z dużo większymi obciążeniami, z prędkościami rzędu 160 km/h, a na dalekich trasach narażone są na wiele, różnorodnych oddziaływań środowiska. Nie mówimy tu o pojazdach specjalnych, zdolnych do rozwijania prędkości 250 km/h i więcej.
Konstrukcja kabiny tramwaju może być wykonana na bazie struktury szkieletu z profili stalowych, które stanowią integralne wzmocnienie dla jednowarstwowego poszycia z kompozytu poliestrowego, wzmacnianego włóknem szklanym. Z kolei kabina kolejowej jednostki trakcyjnej najczęściej zbudowana jest w sposób bardziej skomplikowany, jako konstrukcja „sandwiczowa”, zawierająca specjalne, zintegrowane w strukturze kompozytu, przestrzenne wzmocnienia stalowe, służące do montażu wyposażenia kabiny, osprzętu, jak również zapewniające połączenie gotowej kabiny z ramą nośną i szkieletem przyszłej jednostki.
W tym miejscu, czytelnikom nieobeznanym z technologią wytwarzania elementów kompozytowych, przedstawię etapy powstawania dowolnego, kompozytowego elementu poszycia kabiny tramwaju: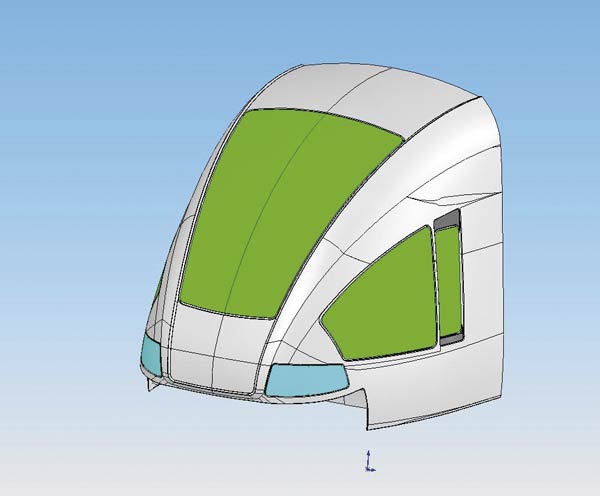 1. Odwzorowanie zewnętrznego kształtu części na podstawie danych CAD, poprzez frezowanie CNC powierzchni bryły materiału modelarskiego (specjalny poliuretan spieniany o gęstości 200-400 kg/m³ lub inny materiał modelarski), celem wykonania modelu pozytywowego części; po frezowaniu, model podlega końcowej obróbce powierzchniowej – lakierowaniu i polerowaniu. Wypada też nadmienić, że w miejsce bardzo kosztownego poliuretanu modelarskiego, z powodzeniem wykorzystuje się bryły zwykłego styropianu, które po wstępnym ofrezowaniu pokrywa się specjalną, nanoszoną natryskowo na grubość do kilkunastu milimetrów, pastą modelarską,
1. Odwzorowanie zewnętrznego kształtu części na podstawie danych CAD, poprzez frezowanie CNC powierzchni bryły materiału modelarskiego (specjalny poliuretan spieniany o gęstości 200-400 kg/m³ lub inny materiał modelarski), celem wykonania modelu pozytywowego części; po frezowaniu, model podlega końcowej obróbce powierzchniowej – lakierowaniu i polerowaniu. Wypada też nadmienić, że w miejsce bardzo kosztownego poliuretanu modelarskiego, z powodzeniem wykorzystuje się bryły zwykłego styropianu, które po wstępnym ofrezowaniu pokrywa się specjalną, nanoszoną natryskowo na grubość do kilkunastu milimetrów, pastą modelarską,  w której frezuje się docelowy kształt modelu szybciej i za cenę wielokrotnie niższą, niż przy tradycyjnej metodzie.
w której frezuje się docelowy kształt modelu szybciej i za cenę wielokrotnie niższą, niż przy tradycyjnej metodzie.
2. Wykonanie metodą laminowania, najczęściej z żywic winyloestrowych lub epoksydowych, negatywowej, jednoczęściowej lub dzielonej formy, odwzorowującej kształt części i zapewniającej jej sztywność kształtową np. poprzez budowę skrzynkową lub ramową, w formie stelaża stalowego;
3. Laminowanie zasadniczego kształtu części w wykonanej formie:
- pokrycie formy rozdzielaczami polimerowymi lub woskiem rozdzielającym, ułatwiającymi odformowanie elementu,
- naniesienie warstwy „żelkotu” (specjalna, żywica powierzchniowa, często w kolorze zgodnym z barwą przyszłego elementu,
- układanie formatek maty szklanej i przesycanie ich żywicą poliestrową, aż do uzyskania docelowej grubości elementu (4-5mm) i średnim udziale masowym włókna w kompozycie rzędu 30%; poza matą szklaną stosowane są inne materiały wzmacniające – np. matotkaniny, tkaniny kierunkowe szklane lub z włókien tzw. 2 generacji: aramidowe, kevlarowe itp.; poza żywicą poliestrową stosowane są żywice epoksydowe i fenolowe w zależności od stawianych wymagań (np. niepalność, kluczowa w przypadku wagonów metro),
- ewentualne zastosowanie w trakcie laminowania wzmocnień usztywniających w postaci warstw pianki poliuretanowej i metalowych elementów montażowych jako wkładek.
4. Pozostawienie części w formie do czasu pełnej polimeryzacji żywicy (często wygrzewanie, w celu uniknięcia deformacji kompozytu) i uzyskania docelowego kształtu elementu.
5. Odformowanie gotowej części, obcięcie nadmiarów laminatu wokół krawędzi części, wykonanie ewentualnych otworów funkcjonalnych i pozostałych prac wykańczających. 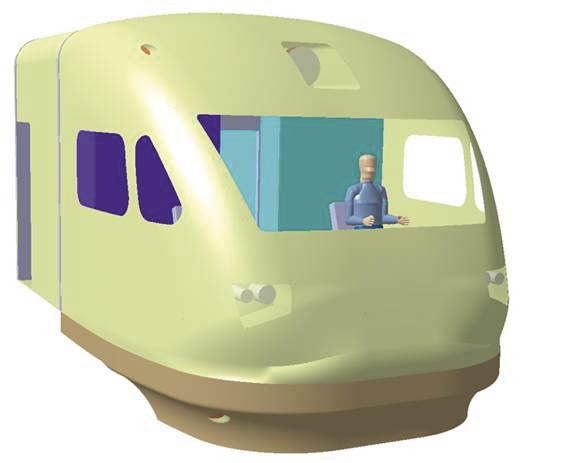 W przypadku wytwarzania kabiny jednostki kolejowej, proces produkcyjny w zarysach przebiega podobnie, jednakże potężne, rozmiarami często sięgające trzech metrów kabiny wykonuje się jako jedną część, przy użyciu dwu- lub nawet wieloczęściowej formy, kształtującej zarówno jej powierzchnię zewnętrzną, jak i wewnętrzną. Tym samym, opisany wyżej etap 3 ma zdecydowanie odmienny przebieg, niż ma to miejsce w przypadku budowy części kabiny tramwajowej. Przygotowane powierzchnie obu form, po naniesieniu rozdzielacza i warstwy żelkotu, gotowe są do procesu laminowania włókna szklanego. Zewnętrzna powierzchnia kabiny osiąga często grubość rzędu 8 i więcej milimetrów, a równocześnie laminowana, wewnętrzna powierzchnia – około 6 milimetrów. Dalej następuje proces wklejania w formie odpowiednio przygotowanych i dopasowanych wymiarowo kształtek usztywniających – najczęściej z pianki poliuretanowej. Proces formowania odbywa się w formie złożonej nawet z kilku części specjalnie pozycjonowanych i połączonych śrubami, zapewniającymi stabilność gabarytów wypełniającej ją masy, która decyduje w dużej mierze o powodzeniu cyklu produkcji. Odformowanie rozpoczyna się od rozkręcenia części formy. Po pomyślnym odformowaniu wielkiego „sandwicza” kabiny następuje pracochłonny proces wykończeniowy – np. lakierowanie, klejenie szyb itp.
W przypadku wytwarzania kabiny jednostki kolejowej, proces produkcyjny w zarysach przebiega podobnie, jednakże potężne, rozmiarami często sięgające trzech metrów kabiny wykonuje się jako jedną część, przy użyciu dwu- lub nawet wieloczęściowej formy, kształtującej zarówno jej powierzchnię zewnętrzną, jak i wewnętrzną. Tym samym, opisany wyżej etap 3 ma zdecydowanie odmienny przebieg, niż ma to miejsce w przypadku budowy części kabiny tramwajowej. Przygotowane powierzchnie obu form, po naniesieniu rozdzielacza i warstwy żelkotu, gotowe są do procesu laminowania włókna szklanego. Zewnętrzna powierzchnia kabiny osiąga często grubość rzędu 8 i więcej milimetrów, a równocześnie laminowana, wewnętrzna powierzchnia – około 6 milimetrów. Dalej następuje proces wklejania w formie odpowiednio przygotowanych i dopasowanych wymiarowo kształtek usztywniających – najczęściej z pianki poliuretanowej. Proces formowania odbywa się w formie złożonej nawet z kilku części specjalnie pozycjonowanych i połączonych śrubami, zapewniającymi stabilność gabarytów wypełniającej ją masy, która decyduje w dużej mierze o powodzeniu cyklu produkcji. Odformowanie rozpoczyna się od rozkręcenia części formy. Po pomyślnym odformowaniu wielkiego „sandwicza” kabiny następuje pracochłonny proces wykończeniowy – np. lakierowanie, klejenie szyb itp.
 Zadaniem konstruktora jest precyzyjne opisanie powierzchni zewnętrznej w postaci danych CAD, które później posłużą do wykonania narzędzi produkcyjnych. W fazie projektowania należy uwzględnić, szereg indywidualnych założeń konstrukcyjnych, poza jednoznacznie określonymi, wymaganiami formalno-technicznymi – jak np. rozmieszczenie oświetlenia, czy systemu sprzęgającego pojazdy w zespoły. Każdy odbiorca większej partii pojazdów szynowych może określić, gdzie chciałby umieścić np. zewnętrzne tablice informacyjne, wyświetlające numer linii tramwajowej i przystanek docelowy. Jeszcze większa różnorodność może dotyczyć wyposażenia wnętrza kabiny. W przypadku tramwajów, pulpit sterowniczy motorniczego może być zupełnie inaczej wyposażony i obsługiwany dla zakładu transportowego miasta A i miasta B.
Zadaniem konstruktora jest precyzyjne opisanie powierzchni zewnętrznej w postaci danych CAD, które później posłużą do wykonania narzędzi produkcyjnych. W fazie projektowania należy uwzględnić, szereg indywidualnych założeń konstrukcyjnych, poza jednoznacznie określonymi, wymaganiami formalno-technicznymi – jak np. rozmieszczenie oświetlenia, czy systemu sprzęgającego pojazdy w zespoły. Każdy odbiorca większej partii pojazdów szynowych może określić, gdzie chciałby umieścić np. zewnętrzne tablice informacyjne, wyświetlające numer linii tramwajowej i przystanek docelowy. Jeszcze większa różnorodność może dotyczyć wyposażenia wnętrza kabiny. W przypadku tramwajów, pulpit sterowniczy motorniczego może być zupełnie inaczej wyposażony i obsługiwany dla zakładu transportowego miasta A i miasta B.
Konstruktor w procesie projektowania musi nie tylko uwzględniać życzenia odbiorcy, ale też zapewnić właściwy komfort pracy motorniczego, czy też maszynisty. Służy temu analiza ergonomiczna kabiny, przeprowadzana w trakcie projektowania, w oparciu o symulację komputerową w systemie CAD. Wynik jej określa właściwą pozycję kierującego pojazdem względem rozmieszczonych urządzeń sterujących oraz wyznacza prawidłowe pola widoczności z kabiny. Jest oczywiste, że wymagania dotyczące widoczności zewnętrznej są odmienne dla kolei i tramwajów.  Szyby w pojeździe instaluje się poprzez ich wklejanie, podobnie jak to ma miejsce we współczesnych samochodach. Na ostateczny kształt projektu wpływają też wymagania dotyczące zabudowy w kabinie całego szeregu urządzeń funkcjonalnych, np. układu ogrzewania i systemu nawiewów na szyby. Należy też pamiętać o zapewnieniu jak najlepszego dostępu do zespołów sterujących pracą pojazdu w celach serwisowych.
Szyby w pojeździe instaluje się poprzez ich wklejanie, podobnie jak to ma miejsce we współczesnych samochodach. Na ostateczny kształt projektu wpływają też wymagania dotyczące zabudowy w kabinie całego szeregu urządzeń funkcjonalnych, np. układu ogrzewania i systemu nawiewów na szyby. Należy też pamiętać o zapewnieniu jak najlepszego dostępu do zespołów sterujących pracą pojazdu w celach serwisowych.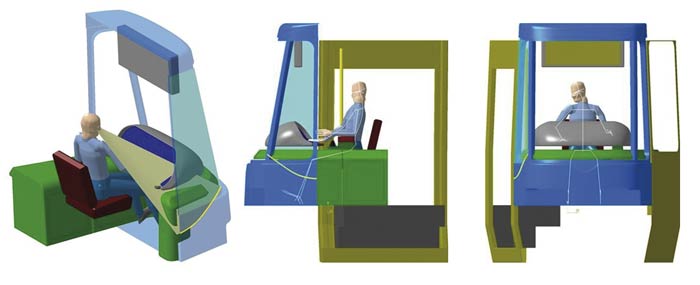 Bardzo korzystna jest modułowa budowa pulpitu sterowniczego, umożliwiająca w razie awarii wymianę całego modułu na sprawny, aby nie wycofywać całego pojazdu z eksploatacji na czas naprawy.
Bardzo korzystna jest modułowa budowa pulpitu sterowniczego, umożliwiająca w razie awarii wymianę całego modułu na sprawny, aby nie wycofywać całego pojazdu z eksploatacji na czas naprawy.
W trakcie wstępnego procesu projektowania i planowania rozmieszczenia podzespołów kabiny należy mieć na uwadze wymagania technologiczne procesu produkcyjnego i uwzględnić przykładowo miejsca podziału formy, czy technologicznie wykonalne kształty części składowych. Jak już wspomniałem wcześniej, kompozytowa kabina pojazdu szynowego zostanie zamontowana na ramie i połączona ze skrajnym profilem szkieletu. Niezmiernie istotnym zagadnieniem, przed którym staje konstruktor jest właściwe zaprojektowanie połączenia kabiny ze szkieletem. Jest ono realizowane za pomocą śrub, jednakże poprzez zastosowanie w połączeniu tulei metalowo-gumowych, można uzyskać odpowiednie jego uelastycznienie, zapobiegające powstawaniu sił niszczących mocowania śrub w kompozytowej kabinie pod wpływem eksploatacyjnych odkształceń sprężystych, występujących w pudle wagonu. Taka technika montażu umożliwia (co jest szczególnie istotne w przypadku tramwajów), w razie poważniejszej kolizji z innym pojazdem, szybką wymianę całej kabiny i sprawne przywrócenie pojazdu do użytku. Dla zapewnienia szczelności połączenia, wypełnia się je najczęściej poliuretanową masą uszczelniającą.
Taka technika montażu umożliwia (co jest szczególnie istotne w przypadku tramwajów), w razie poważniejszej kolizji z innym pojazdem, szybką wymianę całej kabiny i sprawne przywrócenie pojazdu do użytku. Dla zapewnienia szczelności połączenia, wypełnia się je najczęściej poliuretanową masą uszczelniającą.
Projektując kabinę tramwaju należy uwzględnić fakt jego uczestniczenia w intensywnym ruchu miejskim, a co za tym idzie, wynikające z tego, specyficzne zagrożenia.  Niezwykle częstym zdarzeniem w ruchu tramwajów jest niewielka kolizja – dobicie, polegająca na lekkim uderzeniu zespołu w inny, stojący z przodu. Dzieje się to z reguły przy prędkościach w zasadzie nieprzekraczających kilku km/h, ale z racji masy zespołu, energia takiego uderzenia wystarczy, by z łatwością połamać elegancką, kompozytową strukturę kabiny. Z pomocą przychodzi w takich okolicznościach system zderzaków amortyzowanych elastomerem polimerowym, opracowany przez zespół badawczo-rozwojowy firmy KAMAX.
Niezwykle częstym zdarzeniem w ruchu tramwajów jest niewielka kolizja – dobicie, polegająca na lekkim uderzeniu zespołu w inny, stojący z przodu. Dzieje się to z reguły przy prędkościach w zasadzie nieprzekraczających kilku km/h, ale z racji masy zespołu, energia takiego uderzenia wystarczy, by z łatwością połamać elegancką, kompozytową strukturę kabiny. Z pomocą przychodzi w takich okolicznościach system zderzaków amortyzowanych elastomerem polimerowym, opracowany przez zespół badawczo-rozwojowy firmy KAMAX.  Zadaniem konstruktora projektującego nową kabinę jest takie zaprojektowanie obszaru wokół zderzaka, aby jego ewentualne odkształcenie przy kolizji nie przenosiło sił na strukturę kabiny. Naturalnie, w projektowaniu należy uwzględnić, by zderzak został odpowiednio zamontowany do struktury ramy nośnej wagonu. Zderzaki tego typu z powodzeniem znajdują zastosowanie również w niektórych pojazdach na kolei.
Zadaniem konstruktora projektującego nową kabinę jest takie zaprojektowanie obszaru wokół zderzaka, aby jego ewentualne odkształcenie przy kolizji nie przenosiło sił na strukturę kabiny. Naturalnie, w projektowaniu należy uwzględnić, by zderzak został odpowiednio zamontowany do struktury ramy nośnej wagonu. Zderzaki tego typu z powodzeniem znajdują zastosowanie również w niektórych pojazdach na kolei.  Kolejnym zadaniem, tym razem wymagającym od konstruktora szczegółowych analiz kinematycznych jest takie ukształtowanie dolnej osłony kabiny lub sprzęgu, by w razie poważniejszej awarii, wypadku lub wykolejenia wagonu, umożliwić dostęp do, specjalnie w tym celu zaprojektowanych w ramie pojazdu, uchwytów dźwigowych. Dopuszczalny w takim wypadku jest z reguły demontaż całej osłony, co najskuteczniej chroni ją przed ewentualnym uszkodzeniem przy podnoszeniu, przestawianiu lub holowaniu wagonu. Prekursorem zastosowania nowoczesnych technologii przetwórstwa kompozytów w pojazdach szynowych był Zakład Kompozytów BELLA, który w już w latach 1999-2000 zrealizował dla zakładów Alstom-Konstal w Chorzowie projekt unowocześnionej wersji tramwaju 105 N2k-2000, a ostatnio wytwarzając kabiny tramwaju niskopodłogowego 121N dla PESA S.A.
Kolejnym zadaniem, tym razem wymagającym od konstruktora szczegółowych analiz kinematycznych jest takie ukształtowanie dolnej osłony kabiny lub sprzęgu, by w razie poważniejszej awarii, wypadku lub wykolejenia wagonu, umożliwić dostęp do, specjalnie w tym celu zaprojektowanych w ramie pojazdu, uchwytów dźwigowych. Dopuszczalny w takim wypadku jest z reguły demontaż całej osłony, co najskuteczniej chroni ją przed ewentualnym uszkodzeniem przy podnoszeniu, przestawianiu lub holowaniu wagonu. Prekursorem zastosowania nowoczesnych technologii przetwórstwa kompozytów w pojazdach szynowych był Zakład Kompozytów BELLA, który w już w latach 1999-2000 zrealizował dla zakładów Alstom-Konstal w Chorzowie projekt unowocześnionej wersji tramwaju 105 N2k-2000, a ostatnio wytwarzając kabiny tramwaju niskopodłogowego 121N dla PESA S.A.
 |
 |
 |
 |
Przykłady stylistyki w projekcie modernizacji tramwaju 105N
Przedstawiona przeze mnie w sposób uproszczony problematyka związana z konstruowaniem nowoczesnej kabiny pojazdu szynowego może z powodzeniem zostać wykorzystana nie tylko w trakcie projektowania i wytwarzania całkowicie nowych pojazdów, ale także w pracach, związanych z generalnym remontem wyeksploatowanych jednostek. 
Przykładem może być tutaj projekt modernizacyjny kabiny tramwaju 105N, opracowany przez biuro konstrukcyjne Rücker-Polska przy współudziale Zakładu Kompozytów BELLA,  z myślą o wykorzystaniu go przez zakłady remontowe tabory tramwajowego w całej Polsce.
z myślą o wykorzystaniu go przez zakłady remontowe tabory tramwajowego w całej Polsce.
Spośród zaproponowanego szeregu propozycji stylistycznych, o różnym stopniu zaawansowania technologicznego, do tej pory jedynie wrocławski PROTRAM wykorzystał i rozwinął z powodzeniem ten pomysł.
Powstają też próby uwspółcześnienia estetyki dominujących na podmiejskich liniach Przewozów Regionalnych PKP zespołów EN57, lecz na razie efekty tych starań są jeszcze rzadko widoczne na torach.  Przyszłość na szynach należy do jednostek na wskroś nowoczesnych, ekonomicznych, szybkich i wygodnych, ale z racji relacji ich ceny do możliwości naszej ustawicznie walczącej z realiami ekonomii gospodarki, powinniśmy brać pod uwagę także znacznie tańsze rozwiązania modernizacyjne, które mogą poprawić estetykę i warunki przewozu pasażerów.
Przyszłość na szynach należy do jednostek na wskroś nowoczesnych, ekonomicznych, szybkich i wygodnych, ale z racji relacji ich ceny do możliwości naszej ustawicznie walczącej z realiami ekonomii gospodarki, powinniśmy brać pod uwagę także znacznie tańsze rozwiązania modernizacyjne, które mogą poprawić estetykę i warunki przewozu pasażerów.
Marcin Szcześniak
ilustracje: Rucker Polska, BELLA,
Tramwaje Warszawskie
i z archiwum autora.
artykuł pochodzi z wydania 11 (26) listopad 2009



