






W dzisiejszych czasach nowoczesne systemy wspomagające obróbkę skrawaniem umożliwiają przygotowanie procesu i weryfikacje obróbki poza parkiem maszynowym. Pozwala to na istotne zmniejszenie czasu potrzebnego na wdrożenie detalu, przez co zwiększamy moc przerobową produkcji. Najbardziej widoczne jest to przy produkcji jednostkowej, gdzie jest duża rotacja obrabianych detali.
Jarosław Straszak Spróbujmy zaplanować taki proces na przykładzie obrabiarki horyzontalnej z obrotowym stołem, wymienną głowicą kątową z osią A i C, oraz głowicą planującą tokarską, która umożliwia zarówno toczenie jak i frezowanie w pięciu osiach. Zacznijmy od przedstawienia schematu przepływu danych pomiędzy poszczególnymi częściami systemu.
Spróbujmy zaplanować taki proces na przykładzie obrabiarki horyzontalnej z obrotowym stołem, wymienną głowicą kątową z osią A i C, oraz głowicą planującą tokarską, która umożliwia zarówno toczenie jak i frezowanie w pięciu osiach. Zacznijmy od przedstawienia schematu przepływu danych pomiędzy poszczególnymi częściami systemu.
Podstawowa część procesu jest wykonywana w dziale technologicznym. Tu planujemy praktycznie całą obróbkę, tworzymy program w systemie CAM, weryfikujemy obróbkę i dobieramy optymalny przebieg procesu. Zaczynając jego tworzenie na samym początku dobieramy sposób zamocowania na obrabiarce detalu do obróbki. Następnie dobieramy kolejność obrabianych płaszczyzn; na naszej obrabiarce możemy wykonywać zarówno obróbkę w pięciu osiach, jak i toczenie, więc możliwości są nieograniczone. Ważnym elementem procesu jest też dobór odpowiedniej ilości punktów bazowych.
Obróbkę w pięciu osiach można wówczas zaplanować na trzy różne sposoby:
- tworząc jeden punkt bazowy dla wszystkich pięciu płaszczyzn
- tworząc punkt bazowy globalny i odnoszące się do niego punkty bazowe lokalne dla każdej z 5 płaszczyzn
- tworząc dla każdej płaszczyzny osobny niezależny punkt bazowy
 Pierwszy sposób sprawdza się doskonale dla małych elementów, drugi i trzeci znajdują zastosowanie w dużych i skomplikowanych elementach. Różnica pomiędzy tymi rozwiązaniami polega na tym, że w drugim przypadku w tabeli punktów zerowych na obrabiarce tworzymy tylko jeden punkt globalny, a system CAM przelicza automatycznie wartości dla pozostałych układów współrzędnych podczas generowania programu. W trzecim przypadku musimy stworzyć na obrabiarce pięć punktów zerowych – dla każdej płaszczyzny jeden, co w przypadku detali nieforemnych jest bardzo trudne. W obu przypadkach płaszczyzny są niezależne, co umożliwia przesuwanie ich bez ingerencji w pozostałe. Możemy więc wykonywać kompletną obróbkę dla jednej płaszczyzny i dopiero potem przechodzić do następnej albo pracować na wszystkich płaszczyznach jednocześnie. Dzisiejsze systemy CAM są coraz bardziej elastyczne i umożliwiają różnorodność obróbki.
Pierwszy sposób sprawdza się doskonale dla małych elementów, drugi i trzeci znajdują zastosowanie w dużych i skomplikowanych elementach. Różnica pomiędzy tymi rozwiązaniami polega na tym, że w drugim przypadku w tabeli punktów zerowych na obrabiarce tworzymy tylko jeden punkt globalny, a system CAM przelicza automatycznie wartości dla pozostałych układów współrzędnych podczas generowania programu. W trzecim przypadku musimy stworzyć na obrabiarce pięć punktów zerowych – dla każdej płaszczyzny jeden, co w przypadku detali nieforemnych jest bardzo trudne. W obu przypadkach płaszczyzny są niezależne, co umożliwia przesuwanie ich bez ingerencji w pozostałe. Możemy więc wykonywać kompletną obróbkę dla jednej płaszczyzny i dopiero potem przechodzić do następnej albo pracować na wszystkich płaszczyznach jednocześnie. Dzisiejsze systemy CAM są coraz bardziej elastyczne i umożliwiają różnorodność obróbki.
 |
 |
 |
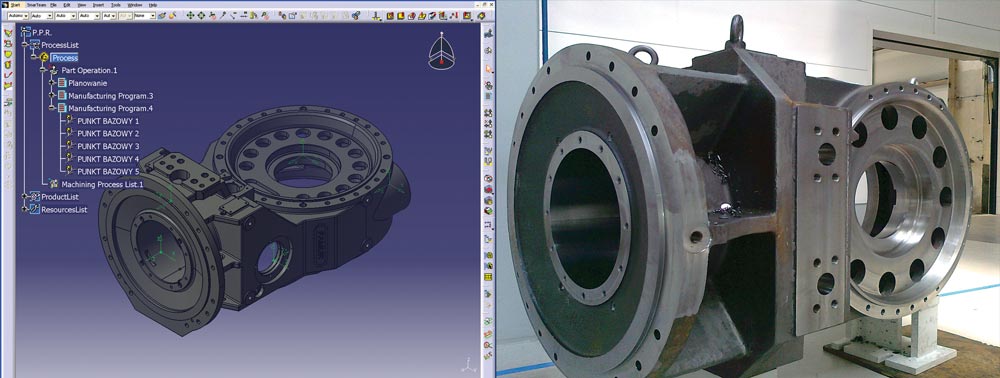
Przykłady obróbki detalu na maszynie wieloosiowej
W przedstawionym przykładzie (na zdjęciach powyżej) najlepiej założyć punkt zerowy osobno dla każdej płaszczyzny, gdyż wtedy możemy przybliżać i oddalać jedne płaszczyzny nie ingerując w inne. W elementach odlewanych lub spawanych czasem istnieje konieczność przesunięcia obróbki dla całej płaszczyzny np. jeżeli któraś blacha zostanie wspawana z niewielkim przesunięciem możemy przesunąć punkt zerowy, a wraz z nim zostaną przesunięte wszystkie operacje, które wykonujemy.
- start
- Poprzedni artykuł
- 1
- 2
- 3
- Następny artykuł
- koniec