






Pod koniec lat siedemdziesiątych ubiegłego wieku w USA sprzedawano duże ilości polskich obrabiarek po cenach bardzo zbliżonych do cen podobnych obrabiarek niemieckich, czy szwajcarskich. Przewaga konkurencyjna naszych maszyn polegała na ekspresowym serwisie, który był możliwy dzięki pracy polskich inżynierów serwisowych.
Aleksander Łukomski
Inżynierowie ci – pracownicy polskich fabryk obrabiarek, przebywali w USA na delegacjach służbowych i mieli płacone diety w wysokości, bodajże, 14 $ dziennie. W tamtych czasach nie były to małe kwoty, biorąc pod uwagę, że średnie wynagrodzenie miesięczne w Polsce wynosiło – po kursie czarnorynkowym – około 20 $. Praca ta nie była łatwa. Serwisant mieszkający w jednym z czterech miast amerykańskich, np. Chicago, musiał dolecieć samolotem w pobliże lokalizacji awaryjnej obrabiarki, wypożyczyć samochód, dojechać, rozpoznać awarię i naprawić obrabiarkę. Dwa, trzy razy mu się to nie udało – wracał do kraju. Kolejka chętnych była duża. Jednym z ciekawszych aspektów tego serwisu był system części zamiennych funkcjonujący w USA, z których korzystano podczas napraw. Jeżeli nie udało się przewidzieć i zabrać właściwej części z naszego magazynu, można było często, na miejscu, skorzystać z amerykańskich zautomatyzowanych magazynów części zamiennych.

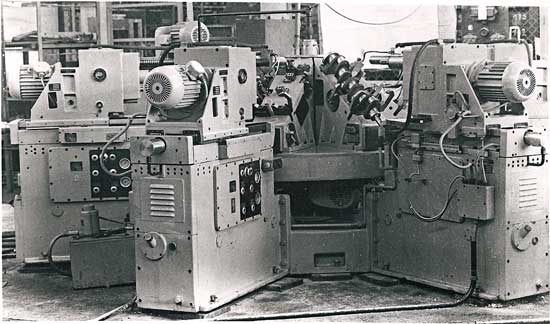
Obrabiarka zespołowa typu LKP
Należało jedynie dokładnie opisać część, poprzez podanie wymiarów i materiału, i system komputerowy wyszukiwał spośród kilkudziesięciu tysięcy części najbardziej zbliżoną, po czym po naciśnięciu odpowiedniego przycisku, część lądowała „na biurku” magazyniera. Wystarczyło nieraz tylko wywiercić jakiś otwór lub trochę przetoczyć element i część pasowała. Polscy inżynierowie na ogół dobrze sobie radzili z tym systemem i z całym serwisem. Można uznać, że okres ten, końca lat siedemdziesiątych i dobra sprzedaż polskich obrabiarek na zagranicznych rynkach stanowiły kulminację w rozwoju polskiego przemysłu obrabiarkowego. Mieściliśmy się wówczas w pierwszej dziesiątce światowych producentów obrabiarek. Produkcja dziesiątków tysięcy obrabiarek rocznie w Polsce w tamtym okresie, nie powstała z niczego. Rozwój tego przemysłu miał u nas bowiem solidne podstawy. Wiele fabryk obrabiarek powstało z początkiem XX wieku i wcześniej. Dzisiaj wiele z nich obchodzi (a inne obchodziłyby, gdyby przetrwały) stulecie istnienia. Niektóre, jak FAMOT, istnieją już ponad sto lat. Są też takie, po których ślad już zaginął. Początki przemysłu obrabiarkowego w Polsce sięgają lat siedemdziesiątych XIX wieku, a więc nie odbiegają zbytnio od początków tego przemysłu np. w Niemczech. W przedwojennej Polsce bardzo dużo pomagali inżynierowie polscy z USA, dostarczając duże ilości dokumentacji, a także służąc swoim doświadczeniem w rozwoju polskiego przemysłu. Polscy producenci obrabiarek skrawających RAFAMET, PORĘBA, DEFUM, AVIA, JAFO, JOTES, MECHANICY, ANDRYCHÓW, H. Cegielski i wielu innych byli znani nie tylko specjalistom od obróbki skrawaniem, ale często i przeciętnemu Polakowi, który z obrabiarkami miał niewiele do czynienia. Przemysł obrabiarkowy jest bardzo ważny dla gospodarki.

Detale obrabiane na obrabiarce zespołowej typu LKP (widocznej na poprzedniej fotografii)
Obrabiarki służą w dużej mierze wykonywaniu maszyn, które z kolei wytwarzają produkty rynkowe.
Branża ta wywiera więc znaczący wpływ na pozostałe gałęzie przemysłu. Myślę, że można zaryzykować twierdzenie, że konstruktor, technolog, a także pozostali pracownicy fabryki obrabiarek, jeżeli potrafią wykonać dobrą obrabiarkę, to w zasadzie potrafią skonstruować i wykonać wszystkie inne urządzenia i mechanizmy, nawet najbardziej skomplikowane, na wysokim poziomie.
Kraj, w którym wykonuje się w wielu fabrykach dużą ilość dobrych obrabiarek, ma cały przemysł na dobrym, wysokim poziomie. W produkcji obrabiarek zawarta jest ogromna kumulacja wiedzy technicznej. Wykonanie nowoczesnej obrabiarki o dużej dokładności wymaga szerokiej wiedzy z dziedzin takich, jak: materiałoznawstwo, odlewnictwo, spawalnictwo, dokładna obróbka skrawaniem, tolerancje, pasowania i pomiary, drgania, kinematyka, łożyskowanie, uszczelnienia, koła zębate, wraz z nowoczesną ich obróbką, i inne przekładnie, pneumatyka, hydraulika, napędy i sterowanie elektryczne, smarowanie, w tym systemy centralnego smarowania, technologia wykonania, systemy chłodzenia i odwiórowania, narzędzia i teoria skrawania, i wielu jeszcze innych dziedzin wiedzy technicznej i praktycznej (głównie od konstruktora, który tę wiedzę musi przelać na dokumentację konstrukcyjną). Nie wspominając o sprawach związanych z bezpieczeństwem obrabiarek, bo to one zwłaszcza podlegają Dyrektywie Maszynowej i innym, niekiedy trudnym do spełnienia, przepisom. Dzisiaj, co prawda, jest wiele wyspecjalizowanych firm wykonujących gotowe, doskonałej jakości, zespoły obrabiarek, jak choćby elektrowrzeciona, czy nawet kompletne wrzecienniki, gotowe sterowania, zespoły chłodzenia i odwiórowania, czy narzędzia. Jednak mimo to, współczesna produkcja obrabiarek nie jest tylko składaniem ich z gotowych zespołów i nie zwalnia konstruktora z posiadania jak największej wiedzy technicznej.

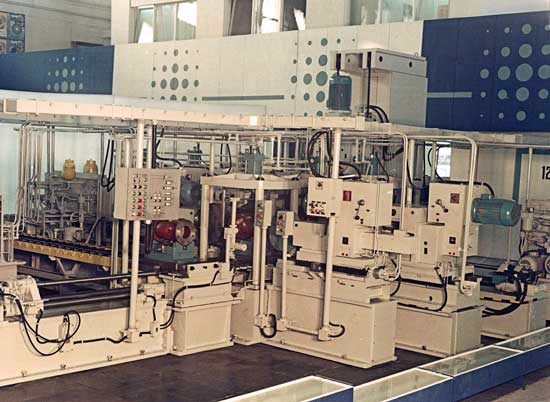
Linia obróbcza LLP 14
Wiedza na temat budowy obrabiarek powstawała w biurach konstrukcyjnych i technologicznych fabryk obrabiarek, ale też w różnych innych instytucjach, jak na przykład KOPROTECH, CBKO Pruszków, IOS Kraków, Politechniki. Związana też była z nazwiskami wybitnych konstruktorów obrabiarek lub ludzi którzy wywarli wpływ na cała branżę. Spośród wielu wybitnych twórców wymienić można przykładowo Lucjana Wrotnego i Mariana Balula, na których podręcznikach wychowało się wiele roczników studentów, później dobrych konstruktorów obrabiarek, czy Andrzeja Zielińskiego, który nauczył polskich inżynierów hydrauliki obrabiarkowej. Profesor Marian Tutak z Politechniki Poznańskiej, który poza działalnością pedagogiczną był głównym konstruktorem w fabryce obrabiarek H. Cegielski, czy później dyrektorem technicznym w Zakładzie Doświadczalnym w WIEPOFAMIE. Wielu wybitnych naukowców pracowało w przemyśle, stąd ich duża wiedza praktyczna. Bardzo często ludzie ci cieszyli się wielkim szacunkiem wśród młodych inżynierów, graniczącym niekiedy z nabożną czcią. Współpraca pomiędzy ośrodkami naukowymi, naukowcami a przemysłem była o niebo lepsza niż obecnie.
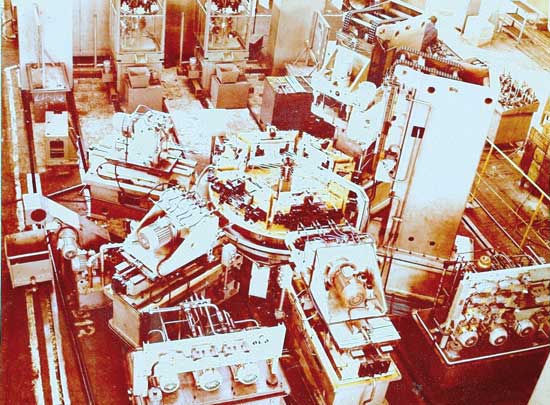
Obrabiarka zespołowa do obróbki wału korbowego
Specyficznym rodzajem obrabiarek, trochę niejako w tle całego przemysłu obrabiarkowego, są obrabiarki specjalne, a wśród nich obrabiarki zespołowe. Cechuje je pewna jednostkowość, a jednocześnie możliwość ich budowy ze zunifikowanych zespołów (chociaż nie zawsze w obrabiarkach specjalnych ta unifikacja może być zastosowana). Inną cechą szczególną jest często duża koncentracja zabiegów i operacji w jednej maszynie. Maszyny te (zwłaszcza obrabiarki zespołowe) umożliwiły dokonanie skoku jakościowego w polskim przemyśle powojennym rozwijając produkcję wielkoseryjną, a ta jak wiadomo wymusza działania optymalizacyjne w konstrukcji produktu, w technologii, kontroli jakości, ale też w logistyce, rozwoju służb narzędziowych i utrzymania ruchu.
Zapotrzebowanie na obrabiarki specjalne (w tym szczególnie na obrabiarki zespołowe i linie obróbcze) było w latach 60-tych i 70-tych ubiegłego wieku ogromne. Płynęło głównie z szybko rozwijającego się przemysłu motoryzacyjnego. Fabryki samochodów FSO w Warszawie, FSM w Tychach, URSUS i inne fabryki zespołów i podzespołów dla przemysłu motoryzacyjnego (np. silników benzynowych i wysokoprężnych), potrzebowały ogromnych ilości tych obrabiarek. Polski przemysł motoryzacyjny produkował wtedy ponad milion różnych pojazdów samochodowych, nie licząc ogromnej liczby motocykli i motorowerów, których producenci też stali u bram fabryk obrabiarek zespołowych.
Obrabiarka z wymiennymi skrzynkami wielowrzecionowymi
Budową obrabiarek zespołowych zajmowały się wtedy: Fabryka Obrabiarek Specjalnych Ponar - WIEPOFAMA, Fabryka Obrabiarek Precyzyjnych Ponar Pruszków, później FUM Warka oraz w mniejszym stopniu CBKOW - KOPROTECH Warszawa, a także Fabryka Maszyn KOWARY. Pojedyncze obrabiarki budowane były w fabrykach motoryzacyjnych przez służby utrzymania ruchu z zespołów kupowanych w fabrykach obrabiarek. Kilka obrabiarek specjalnych zaprojektowano i zbudowano też w biurze projektów Taskoprojekt, gdzie obrabiarki specjalne powstają i dzisiaj. Chociaż dzisiaj z innych powodów niż wtedy, wiele lat wstecz. Wtedy omijano w ten sposób kolejkę oczekujących na obrabiarki zespołowe w fabrykach obrabiarek. Inne branże niż motoryzacyjna praktycznie nie miały szans na zakupienie specjalnej obrabiarki w kraju. No, może poza fabrykami armatury hydraulicznej większych rozmiarów, czy silnikami elektrycznymi. Zdarzały się jednak przypadki kupowania obrabiarek z WIEPOFAMY, np. w branży przemysłu kolejowego w eksporcie wewnętrznym, za dolary, które z kolei były potrzebne wtedy w fabryce obrabiarek na kupowanie za granicą głównie uszczelek, ale też aparatury hydraulicznej, narzędzi czy niektórych łożysk, zwłaszcza wrzecionowych.
Obrabiarka typu LLP do obróbki korpusów zaworów
Obrabiarki zespołowe, jak z definicji wynika, są to obrabiarki specjalne, zbudowane systemem składanym ze znormalizowanych zespołów i uzupełnione zespołami specjalnymi, dostosowane do obróbki jednakowych lub technologicznie podobnych przedmiotów. Do budowy tych obrabiarek stosuje się zespoły normalizowane lub typizowane, osiągając dzięki temu ich zamienność, mniejsze koszty i przede wszystkim krótsze czasy wykonania. W WIEPOFAMIE katalog zespołów znormalizowanych obejmował 230 pozycji. Były tam jednostki wiertarskie, gwinciarskie, wrzecienniki frezarskie, wytaczarskie, zespoły posuwowe, podstawy, narzędzia specjalne, głowice wielowrzecionowe, planujące i wiele innych. Mimo tej ilości zespołów unifikacja była jeszcze zbyt mała w stosunku do ilości unifikacji w takiej np. angielskiej fabryce DEX, gdzie w magazynie na regałach zgromadzono wałki, koła zębate, wrzeciona i korpusy. Można było wtedy nawet w ciągu jednego dnia zbudować prawie każdy wrzeciennik wiertarski czy wytaczarski, a w kilka dni – kompletną obrabiarkę. Sukces angielskiej fabryki, w której pracowali polscy inżynierowie zaowocował podobnym działaniem w polskiej WIEPOFAMIE. Zunifikowano wrzecienniki wiertarskie (jedenaście typowielkości), frezarskie (trzy typowielkości), zunifikowano wałki, koła zębate i korpusy, reduktory i sprzęgła. Dało to możliwość znacznego uproszczenie konstrukcji i skrócenia czasu budowy typowych obrabiarek zespołowych, których części znajdowały się w magazynie. Jeżeli chodzi o czas budowy, nie udało się jednak pobić Anglików. Sam proces unifikacji był ciekawy i wymagał bardzo twórczego podejścia. Efektem była swego rodzaju „tablica Mendelejewa”, w której rozmieszczano już wykonane zespoły zunifikowane i te, które dopiero czekały na skonstruowanie w miarę zamawiania ich przez klienta. W związku z tym cała unifikacja była opłacana przez kolejnych klientów. Ciekawie wyglądał rysunek zestawieniowy zunifikowanego wrzeciennika wielowrzecionowego w formie schematu kinematycznego z odnośnikami z kodami poszczególnych zespołów wałków, wrzecion, korpusu itd. Widok wrzeciennika z przodu to były w zasadzie ponumerowane osie wrzecion i wałków. Taki rysunek zestawieniowy powstawał w jeden dzień, a kompletna dokumentacja obrabiarki niekiedy nawet w kilka dni, maksymalnie kilka tygodni, dla bardziej skomplikowanych. Dzięki unifikacji znacznie poprawia się jakość obrabiarek, bo poprzez częste stosowanie zunifikowanych zespołów doprowadzone one zostają do perfekcji.
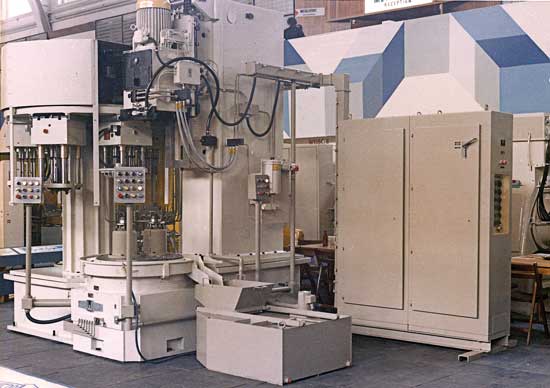
Obrabiarka zespołowa karuzelowa
Dużą wydajność obróbki w obrabiarkach zespołowych uzyskuje się przez zapewnienie ciągłości ruchu, odpowiednią organizację pozwalającą na skrócenie czasów maszynowych i pomocniczych, obróbkę wielonarzędziową i wielostronną. Wydajność ta jest znacznie zwiększona w stosunku do maszyn konwencjonalnych. Wierci się lub gwintuje np. wiele otworów w jednej operacji, niekiedy nawet kilkadziesiąt, lub frezuje kilka płaszczyzn jednocześnie i to z różnych stron. Podobnie jest z wytaczaniem skomplikowanych otworów, gdzie za pomocą specjalnego wytaczadła wieloostrzowego, za jednym przejściem uzyskuje się dokładnie wytoczony otwór wielostopniowy, często z fazami, rowkami, a niekiedy też łącznie z toczeniem poprzecznym lub po stożku. Najczęściej dzieje się to jednocześnie na kilku stanowiskach obrabiarki.
Przez lata konstruowania obrabiarek zespołowych wypracowano wiele rozwiązań konstrukcyjnych, które w efekcie doprowadziły do powstania bardzo wydajnych maszyn, zastępujących większą liczbę obrabiarek ogólnego przeznaczenia, dających wielkie oszczędności powierzchni produkcyjnej i oszczędności ludzi obsługi. Wtedy, w latach 70-tych ubiegłego wieku większość obrabiarek zespołowych w Polsce projektowanych było na roczny program produkcji rzędu 100-150 tysięcy sztuk obrabianych detali. Dzisiaj zdarzają się obrabiarki zespołowe, które potrafią wykonać program roczny na poziomie 1 miliona sztuk, a więc dziesięć razy więcej.
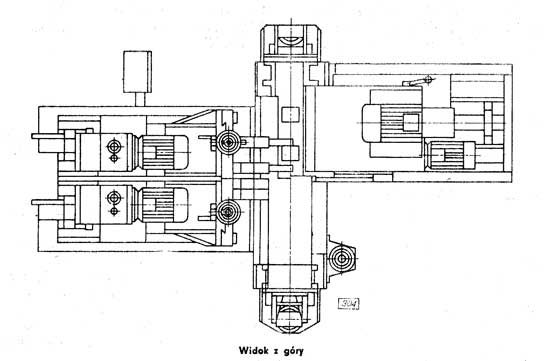
Obrabiarka LSP-42 do cięcia i wiercenia szyn kolejowych
Słyszy się opinie, że obrabiarki zespołowe nie mają dzisiaj racji bytu, gdyż rolę tę przejęły automaty i centra obróbcze. Częściowo można się zgodzić z taką opinią. Automaty, zwłaszcza od czasu, gdy opanowano do perfekcji indeksowanie wrzeciona (zatrzymywanie w każdym dowolnym i dokładnym położeniu) mogą wykonywać zadania zarezerwowane dotąd dla koronnej obróbki obrabiarek zespołowych, czyli obróbki wielostronnej. Do tego wielka uniwersalność tych nowych maszyn i łatwość zmiany programu produkcji dla poszczególnych detali mogą sugerować, że są to takie jakby obrabiarki zespołowe, tylko bardziej uniwersalne. Jednak w przemyśle motoryzacyjnym i innym, charakteryzującym się wielkoseryjnością lub masowością, nadal jest miejsce dla obrabiarek zespołowych. Ogromny postęp w budowie narzędzi skrawających, zwiększenie parametrów obróbki i trwałości narzędzi, przy jednoczesnym rozwoju bardzo szybkich i precyzyjnych zespołów posuwowych, umożliwia budowę konkurencyjnych, dla centr obróbczych wysokowydajnych, obrabiarek zespołowych. Koncern samochodowy, który buduje samochody w milionach sztuk rocznie, przy wielkiej unifikacji wielu elementów silników czy osprzętu jest w dalszym ciągu zainteresowany takimi obrabiarkami. Pewnie, że dzisiaj są to często już nieco inne obrabiarki – zestawiane w linie obróbcze składające się z obrabiarek uniwersalnych, specjalizowanych i specjalnych, połączone skomplikowanym zautomatyzowanym transportem. W wyspecjalizowanych firmach można zakupić wiele nowoczesnych elementów i zespołów obrabiarek np. elektrowrzeciono ceramiczne o stałym momencie w pełnym zakresie obrotów od 0 do 3000 obr./min. Gwarantuje ono nieosiągalną w latach 70-tych precyzję. Wiele innych elektrowrzecion i zespołów do budowy obrabiarek specjalnych jest dostępnych praktycznie od ręki. Podobnie sterowania oparte o sterowniki różnych firm dają możliwość tworzenia skomplikowanych układów. Kiedyś sterowanie wykonywane było za pomocą przekaźników i sterowników, co było bardziej zawodne, ale przy zdolnościach naszych automatyków dawało się tworzyć skomplikowane układy, łącznie z wizualizacją na pulpicie przebiegu pracy obrabiarki. Powstała wtedy w WIEPOFAMIE obrabiarka do frezowania korpusu dużego zaworu, którego odlew miewał bardzo różne naddatki na obróbkę. Na pierwszym stanowisku korpus był automatycznie mierzony i układ sterowania „ustalał” odpowiednią liczbę przejść dla następnego stanowiska, zgrubnego frezowania przy pomocy wysokowydajnego frezowania głowicami frezarskimi wielozębnymi, w zależności od wielkości naddatku. Ostatnim stanowiskiem było frezowanie dokładne powierzchni przylgowych zaworu, na które trafiał korpus z jednakowym, małym naddatkiem dla takiej obróbki. Dzisiaj przy pomocy sterownika byłoby to dość proste, ale wtedy bez komputerów było trudne. Podejmowano się innych trudnych zadań, jak np. głębokie wiercenie, wytaczanie narzędziami wieloostrzowymi, czy korekty ostrzy narzędzi wytaczarskich, w miarę zużywania. Zaprojektowany specjalny mechanizm, który wysuwał ostrze wkładki nożowej po 2 μm co jakiś czas, gdy specjalny układ pomiarowy na następnym stanowisku sygnalizował zużycie narzędzia. W tamtym czasie były to rozwiązania nowatorskie. Młody zespół konstruktorów (średnia wieku poniżej 30 lat) miał w pewnym sensie wolną rękę w poszukiwaniu nowych rozwiązań lub podejmowaniu prób zastosowania nowo powstałych (gdzieś w świecie) rozwiązań. Konstruktorzy musieli się szybko uczyć nowych skomplikowanych narzędzi wraz z ich systemami ustawiania (system ustawiaków i kontrustawiaków), systemów centralnego smarowania itd. W WIEPOFAMIE stosowane były głównie systemy włoskie BOTTI lub Trabone. Ciekawą maszyną była wykonana w serii dwudziestu sztuk obrabiarka do cięcia i wiercenia szyn kolejowych LSP-42. Wrzeciennik piły, która cięła na określoną długość szynę pracował z wielką wydajnością w bardzo ciężkich warunkach zmiennego przekroju szyny podczas cięcia. We wrzecienniku zastosowano skomplikowany układ kinematyczny, który napędzał wrzeciono za pomocą dwóch ślimacznic jednocześnie. Jeden ze ślimaków zamontowany był poprzez pakiet sprężyn talerzowych. Do tego łożyskowanie hydrostatyczne wrzeciona i koła zębate daszkowe pozwoliły uzyskać bardzo wysoką trwałość całego układu. Koła daszkowe to najprawdopodobniej polski wynalazek, jak wynika z oficjalnej strony firmy Citroen. Po sześciu latach intensywnej eksploatacji na ślimacznicach nie było śladów zużycia, a one na ogół najprędzej ulegają zużyciu. Powstało wiele innych ciekawych obrabiarek. Młodzi konstruktorzy współzawodniczyli w poszukiwaniach różnych, często sprytnych mechanizmów i rozwiązań konstrukcyjnych. Jednym z nich było kolejne zmniejszanie odległości dwóch małych wrzecion wiertarskich obok siebie, zamontowanych w jednym korpusie. Wrzeciona te potrzebne były przy wierceniu otworków w małych detalach ze stopów lekkich. Otworki w detalach były bardzo blisko siebie, niekiedy w odległości kilku milimetrów. Do tej pory odległość ze względu na uszczelnienie i łożyskowanie wrzecion mogła wynosić ok. 20 mm. Wiercenie w mniejszej odległości wymagało więc dwóch jednostek wiertarskich na dwóch kolejnych stanowiskach obrabiarki – i w związku z tym odpowiednio dużo miejsca – a w efekcie większej i droższej obrabiarki. Otworki charakteryzowały się małą średnicą, a więc konieczna była duża prędkość skrawania i obroty – ok. 3000 na minutę (a niekiedy nawet więcej), przez co nie można było zastosować normalnego uszczelnienia z gumy. Potrzebne było uszczelnienie labiryntowe lub odrzutnikowe, a do tego łożyska igiełkowe. Współzawodnictwo konstruktorów, na pograniczu zabawy, doprowadziło kolejno do zmniejszania odległości wrzecion aż do 6,5 mm... Dzięki temu rozwiązaniu zaoszczędzono dużo pieniędzy.
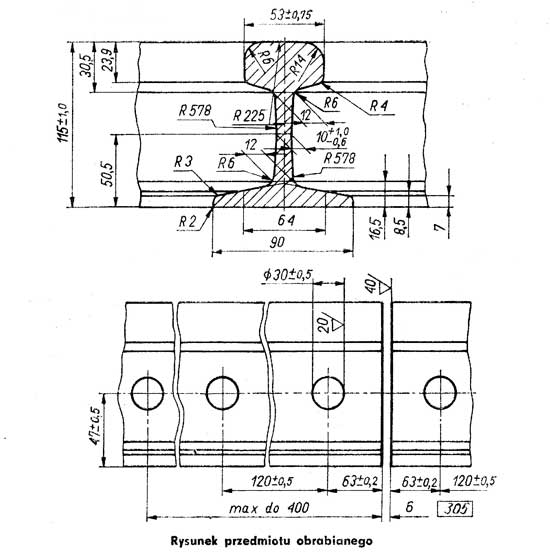
Detal obrabiany na obrabiarce LSP-42
Innym ciekawym przykładem dobrowolnego współzawodnictwa była praca nad mechanizmem szybkiego wysuwu wiertnika, dla skrócenia czasu wymiany wierteł we wrzecienniku wiertarskim. Mechanizm sterujący liczbą i kolejnością przejść wrzeciona frezarskiego związany był z tuleją (pinolą) wysuwną, w której osadzone było wrzeciono, czy tzw. śruba pływająca do jednoczesnego wysuwu pinoli wrzeciona frezarskiego i mocowania jej po dojściu do zderzaka. Również w technologii powstawały ciekawe rozwiązania, jak np. hartowanie indukcyjne prowadnic żeliwnych czy klejenie klejem ADALDIT stalowych prowadnic do żeliwnych korpusów. Było wiele różnych innych „patentów” w narzędziach, przyrządach, w sterowaniu hydraulicznym czy elektrycznym.
Do końca lat 70-tych WIEPOFAMA wyprodukowała ponad 2500 różnych obrabiarek specjalnych, w tym ponad 700 zespołowych i 18 skomplikowanych linii obróbczych. Do tego wiele innych maszyn jak np. walcarki do wierteł, seria maszyn do obróbki kół zębatych, małe tokarki, czy nawet płuco-serce dla Instytutu Pediatrii Akademii Medycznej w Poznaniu. Zanim zaczęto w 1957 roku wykonywać obrabiarki zespołowe w fabryce wyprodukowano tysiące uniwersalnych tokarek.
Wiele bardzo skomplikowanych obrabiarek zespołowych powstało w FUM Warka, np. obrabiarka do obróbki krzyżaka wału przegubowego napędowego dla naszego Fiata 125 czy Poloneza. Był to bardzo trudny w obróbce detal.
W KOPROTECH-u w latach 70-tych, oprócz wielu innych konstrukcji opracowano obrabiarkę z wymiennymi wrzeciennikami pobieranymi automatycznie z magazynu. KOPROTECH był Centrum Badawczo-Konstrukcyjnym Obrabiarek i według ich dokumentacji powstawały obrabiarki głównie w FUM Warka, KOFAMA Kowary i niekiedy w WIEPOFAMIE, która posiadała własne, silne zaplecze konstrukcyjno-technologiczno-doświadczalne. Obrabiarki zespołowe KOPROTECH i różne zespoły znormalizowane do produkcji obrabiarek zespołowych można zamówić jeszcze dzisiaj (w IMBiGS).
Przemysł obrabiarkowy był jedną z lokomotyw w polskim przemyśle. Wielka produkcja obrabiarek „ciągnęła” za sobą wiele innych fabryk. Uruchamiano produkcję nowoczesnych narzędzi, np. kompletne zespoły odwiórowania były produkowane w TECHMATRANS w Opolu. Do tego aparatura pneumatyczna, hydrauliczna, elektryczna, uszczelki np. w INCO, elementy chłodzenia i wiele innych zespołów i detali potrzebnych w budowie obrabiarek. W odlewni żeliwa w WIEPOFAMIE uruchomiono odlewanie nowoczesnego żeliwa Meekenite. W fabryce JOTES w Łodzi uruchomiono produkcję siłowników hydraulicznych, w zasadzie nie gorszych niż słynne w świecie siłowniki Parker Hannifin. Fabryka ta produkowała również bardzo dobre obrabiarki – szlifierki.
Jakość produkowanych obrabiarek zależna była od jakości komponentów, a z tą bywało różnie. Wysiadała aparatura elektryczna, były problemy z jakością uszczelnień. Choć na ogół jakość polskich obrabiarek nie odbiegała od jakości obrabiarek z innych europejskich firm. Przykładowo skonstruowany w KOPROTECH, a produkowany w WIEPOFAMIE stół podziałowo-obrotowy JAG, stosowany w budowie obrabiarek zespołowych tzw. karuzelówek. Francuska firma Renault gdy potrzebowała dokładny stół do budowanej u siebie obrabiarki, to kupowała właśnie ten. Prawdopodobnie był to wtedy najdokładniejszy stół podziałowo-obrotowy w Europie. Firmy Renault i Mauzer zlecały też w WIEPOFAMIE projektowanie i budowę dużych systemów obróbczych do korpusów, składających się z wielu obrabiarek połączonych automatycznym i skomplikowanym transportem, a do wielu niemieckich firm obrabiarkowych, takich jak GUBISCH, ERNST KOCH, czy GFM z Austrii, dostarczano dużą ilość skomplikowanych zespołów lub kompletnych maszyn.
Aleksander Łukomski
artykuł pochodzi z wydania 12 (75) grudzień 2013



