






fstyczen2014
Wśród wielu polskich konstrukcji ta wydaje się wiecznie młoda. Zmieniają się mody, technologie i narzędzia projektowania, a zaprojektowane podczas wojny Omegi nadal opuszczają stocznie jachtowe i znajdują coraz to nowych wielbicieli. W tym roku Omega obchodzi swoją 72 rocznicę, a jej konstruktor skończyłby 102 lata, gdyby w listopadzie 1999 roku nie odszedł na wieczną wachtę.
Ryszard Romanowski
Juliusz Sieradzki urodził się 23 lutego 1912 roku we Lwowie, lecz pierwsze żeglarskie kroki stawiał na Wiśle w stolicy. W latach trzydziestych rozpoczął projektowanie jachtów, dzięki którym szybko zyskiwał uznanie w warszawskim środowisku żeglarskim. Projektował głównie łódki mieczowe zgodne z ówczesnymi klasami czyli o powierzchni ożaglowania 5, 10, 12 i 15 m2. Na własnych łódkach wygrywał większość regat na Wiśle. Zasłynął nie tylko doskonałym wyczuciem wiatru i prądów lecz również rzadkim „inżynierskim nosem” dotyczącym szczegółów wykonania kadłubów, ożaglowania i takielunku.
Juliusz Sieradzki
Prawdopodobnie wtedy przylgnął do niego pseudonim, który nosił do końca życia. W niezwykle modnych wówczas żydowskich anegdotach receptę na wszystko miał rebe. Podczas wszelkich kłopotów w czasie regat najwyższą instancją stał się Sieradzki. Tylko on bowiem, jak wielu uważało, mógł zaradzić na kłopoty ze sprzętem lub wybrać najlepszą taktykę regat. Nic dziwnego, że przylgnął do niego przydomek Rebe.
Tak wybitnej indywidualności polskiego żeglarstwa nie mogło zabraknąć w reprezentacji na olimpiadę 1936 roku. Podczas olimpijskich regat w Kilonii wchodził w skład załogi jachtu Danuta, który sklasyfikowano na niezłym 11 miejscu.
Wybuch wojny przerwał studia na Wydziale Matematyczno-Fizycznym Uniwersytetu Warszawskiego, ale nie powstrzymał żeglarskiej pasji. Umiejętności projektowania i budowy jachtów stały się sposobem na życie i zarabianie marnych okupacyjnych pieniędzy. Trudno aż uwierzyć, że okupanci nie zabronili uprawiania żeglarstwa na Wiśle. Zamkniętą strefą był jedynie odcinek pomiędzy mostami. W okolicach mostu Poniatowskiego Juliusz Sieradzki wraz z bosmanem przedwojennego Robotniczego Klubu Żeglarskiego – Segedą urządzili warsztat szkutniczy. Stara, zapomniana szopa była na tyle duża, że obok warsztatu można było urządzić niewielkie mieszkanie. Tereny nad Wisłą miały jeszcze dodatkową zaletę. Niemcy niechętnie je odwiedzali. Z wielu okupacyjnych wspomnień można dowiedzieć się, że namiastkę wolności można było znaleźć jedynie na Wiśle. Kto mógł więc spędzał czas z wiosłem w dłoni lub pod żaglami. Warsztat koło mostu nie narzekał na brak klientów. Projektowanie nowych jachtów również pozwalało choć na chwilę zapomnieć o otaczającej rzeczywistości. W 1940 r. Sieradzki zaprojektował płaskodenny jacht Pionier. Łódka była prosta w budowie i dostosowana do występujących wówczas mizernych materiałów. Podobno Pioniera można było zbudować na kawałku płaskiej podłogi. Była to nienajgorsza łódka, skoro jej plany wydawano jeszcze kilka lat po wojnie.
cały artykuł dostępny jest w wydaniu 1/2 (76/77) styczeń/luty 2014
Maszyny są na ogół wyrobami skomplikowanymi, wymagającymi znacznego wysiłku w trakcie wykonania, zarówno od inżynierów jak i rzemieślników. Jednak cały ten wysiłek może być łatwo zniweczony, gdy wysyłając maszynę do Indii, Chin lub USA nie zabezpieczymy jej odpowiednio przed transportem morskim. Nie wystarczy jednak jakieś zabezpieczenie. Często musi ono być specjalnie zaprojektowane przez specjalistę projektanta, a opakowanie wykonane przez firmę z doświadczeniem w tym zakresie.
Aleksander Łukomski
Dzisiaj trudno sobie już wyobrazić sytuację sprzed wielu lat, gdy wysyłano transportem morskim z Tychów do Chin pierwszą partię samochodów Fiat 126 p. Samochody dotarły do Chin nawet w dobrym stanie jednak nie wytrzymały... opony. Były do wymiany. Pułapki w transporcie mogą wystąpić w miejscach których trudno się ich spodziewać. Dlatego dobre przygotowanie maszyny do transportu morskiego, jej prawidłowe zabezpieczenie i opakowanie jest niezwykle ważne. W niniejszym artykule omówiono jedynie niektóre aspekty związane z pakowaniem i transportem dotyczące głównie maszyn, o których powinien pamiętać konstruktor maszyny podczas jej projektowania.

Większe opakowanie skrzyniowe ze sklejki wraz z przygotowanymi materiałami sztauerskimi
Transport dużej maszyny należy projektować już na etapie konstruowania maszyny. Niekiedy jest taki wymóg inwestora, żeby maszynę dało się podzielić na zespoły, z których każdy mieści się w kontenerze. Jeżeli nie ma takiego wymogu to są jeszcze znormalizowane wymiary skrajni drogowej czy kolejowej, które ograniczają wymiary maszyny. Każdy ładunek ponadgabarytowy (poza skrajnię) to są dodatkowe, niekiedy duże, problemy, nie wspominając o kosztach. A te mogą być znaczne, zwłaszcza przy konieczności budowy specjalnych skrzyń dla transportu morskiego. Zdarza się że koszt opakowania stanowi 1/3 kosztu maszyny. Transport maszyny powinien być przemyślany od początku, czyli od miejsca wyprodukowania, aż do miejsca instalacji maszyny. Należy wziąć pod uwagę następujące zagadnienia:
- możliwość załadunku i rozładunku, w tym wprowadzenie na halę montażową odpowiedniej naczepy normalnej lub niskopodwoziowej, szerokość bramy hali, nośność posadzki hali,
- możliwość użycia specjalnego dźwigu lub suwnicy ze względu na odpowiednią wysokość hali i masę dźwigu,
- gabaryty ładunku, przekroczenie skrajni, a tu np. konieczność wykonania większego wjazdu na halę lub rozebrania części dachu hali dla umożliwienia wstawienia maszyny przez otwór w dachu; wyznaczenie specjalnej trasy transportu omijającego za niskie mosty, linie tramwajowe i trakcje kolei elektrycznych w drodze do portu i z portu przy dostarczeniu maszyny drogą morską. Często, gdzie to możliwe, wykorzystuje się do transportu dużych maszyn transport wodny. Np. silniki okrętowe produkowane w zakładach H. Cegielskiego są transportowane barkami Wartą i Odrą do Szczecina. W tym celu zbudowano w Poznaniu specjalną przystań na Warcie i zakontraktowano specjalne barki o małym zanurzeniu.
- specjalne opakowania – skrzynie drewniane, ich wielkość, unieruchomienie poosiowe i poprzeczne maszyny w skrzyni lub kontenerze oraz zapobiegnięcie wywróceniu maszyny wewnątrz skrzyni.
cały artykuł dostępny jest w wydaniu 1/2 (76/77) styczeń/luty 2014
Na lata 50-te i 60-te ubiegłego wieku przypadał okres świetności brytyjskiego przemysłu motocyklowego. Wielcy producenci, tacy jak Triumph, BSA, Norton czy Royal Enfield sprzedawali swoje motocykle na całym świecie. Dobrze też miały się mniejsze firmy – AJS, Matchless, Douglas, Panther, Velocette, Ariel. Do dzisiejszych czasów przetrwał tylko jeden angielski producent i jest to Triumph. Oto pasjonująca historia tej marki.
Włodzimierz Kwas

Fabryka Triumpha w Hinckley
Ulica Much Park w angielskim Coventry. Z bramy hali fabrycznej z górującym nad nią napisem Triumph Cycle Co. Ltd. robotnicy wyprowadzają kilka jednakowych motocykli. To pierwsza w historii partia maszyn zbudowana właśnie w tym zakładzie. Jest rok 1902. Jednak naszą historię należy zacząć o wiele wcześniej, bo w roku 1883. Wtedy to właśnie na angielską ziemię przybywa z Norymbergi niemiecki emigrant Siegfried Bettmann. Jest pełen pomysłów, ma też niewielki kapitalik. Już rok później zakłada firmę importowo-eksportową nazwaną później New Triumph Co. Ltd. handlującą maszynami do szycia i rowerami sprowadzanymi z rodzinnego kraju. W 1887 roku do Anglii przyjeżdża również dobry znajomy Bettmanna z Norymbergi Moritz Schulte. Obaj panowie łączą siły i za wspólne pieniądze okazyjnie kupują upadłą fabrykę pasmanterii w Coventry. Wkrótce rusza w niej własna produkcja rowerów. Schulte jest zdolnym inżynierem i z pasją śledzi wszelkie światowe nowinki techniczne, jest też zafascynowany nowym odkryciem – silnikiem spalinowym. W roku 1895 sprowadza z Niemiec egzemplarz pierwszego seryjnie produkowanego motocykla Hildebrand & Wolfmuller, by zapoznać się z jego budową. Produkcja właśnie tego typu pojazdów chodzi po głowie obu wspólnikom, ale plan nie może być wdrożony w życie. W owym czasie na wyspach obowiązuje prawo nakazujące, by przed każdym pojazdem mechanicznym biegł człowiek z czerwoną flagą ostrzegając wszystkich o niebezpieczeństwie, zaś prędkość tych wehikułów była ograniczona do 4 mil/h. Ale z nowym wiekiem prawo ulega zmianie i obaj właściciele firmy, która wtedy nosi już nazwę Triumph Cycle Co. Ltd. zabierają się poważnie za budowę motocykli.
cały artykuł dostępny jest w wydaniu 1/2 (76/77) styczeń/luty 2014
W poprzednich częściach zamodelowany został gabaryt przyczepy z wykorzystaniem modelowania wieloobiektowego w pojedynczym pliku części blaszanej. Finalnie i tak wszystkie elementy powinny zostać zapisane jako pojedyncze bryły. Wynika to z faktu, iż końcowe złożenie powinno mieć możliwość sterowania z głównego poziomu wszystkimi wystąpieniami elementów składowych.
Bernard Pacula
Wykorzystanie metody tworzenia wielu obiektów w jednym pliku części czy części blaszanej ma uzasadnienie bardzo praktyczne, gdyż zazwyczaj łatwiej jest modelować elementy jako składniki tego samego środowiska modelowania, a następnie zapisać je do oddzielnych wystąpień. Jednakże nie jest to rozwiązanie, które może zastąpić tworzenie części bezpośrednio w złożeniu. Zastosowanie tej metody pracy jest oczywiście szerokie, jednak nie opłaca się jej stosować do dużych złożeń lub do konstrukcji, które chcemy parametryzować powiązując ze sobą poszczególne składniki złożenia przez np. arkusz Excel. Wynika to z faktu, iż zapisane oddzielnie bryły nie posiadają już historii tworzenia, ponieważ zawarta jest ona w pliku bazowym. Oczywiście i na to jest sposób, gdyż na szczęście technologia synchroniczna umożliwia modyfikację bryły, odnosząc się bezpośrednio do narzuconych na nią wymiarów, a nie tylko do tych, które są zawarte jedynie w szkicu.
W celu zapisania konstrukcji w oddzielnych plikach musimy ją opublikować (Rys. 1).
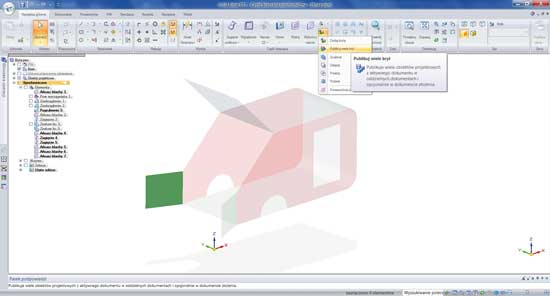
Rys. 1
cały artykuł dostępny jest w wydaniu 1/2 (76/77) styczeń/luty 2014
Wiktor Mielczarek
Sposób drugi
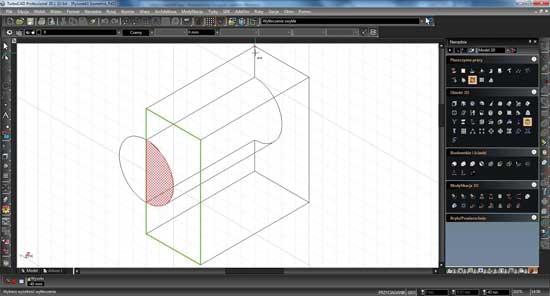
W drugim sposobie projektowania rozpoczynamy pracę od obiektu 3D. Do wykonania elementu mocującego korzystamy w sposób intuicyjny ze sposobu rzeczywistego powstawania detalu. Najpierw potrzebny jest klocek o wymaganych gabarytach, który w programie poddamy „obróbce” aby uzyskać wymagany kształt. Następnie w klocku-prostopadłościanie wykonujemy półkoliste wycięcie. Przy pomocy polecenia szybkiego wytłaczania wskazujemy ściankę, na której podpowiadany jest każdy możliwy do wytłoczenia obszar (zaznaczony kolorem czerwonym) (Rys. 19).
Rys. 1
W drugim etapie należy wybrać materiał pomiędzy dwoma zaokrąglonymi grzbietami. Obszar do wytłoczenia najwygodniej jest zdefiniować przy pomocy niezbędnych linii, łuków i krzywych (Rys. 20).
Czasami tworzenie obszaru służącego do „wycinania” nie jest takie oczywiste. Na rysunku 21 widać czerwoną ramkę profilu, na podstawie którego definiowana jest bryła służąca do operacji boolowskiej odejmowania.
cały artykuł dostępny jest w wydaniu 1/2 (76/77) styczeń/luty 2014
Specjalistyczny portal inżynierski dla osób zaangażowanych w tworzenie produktów – maszyn, urządzeń, mechanizmów, podzespołów, części, elementów itd. – od koncepcji do ostatecznego wykonania.