






Niezwiązany proszek, który otacza drukowany model, pełni funkcję konstrukcji wspierającej, w związku z tym nie ma potrzeby projektowania specjalnych podpór.

Rys. 7 Model 3DP segmentu L4-L5 kręgosłupa wraz z modelem endoprotezy INOP/LSP.1101, umieszczonej w przestrzeni międzytrzonowej
Po uzyskaniu dokładnych i funkcjonalnych modeli poddano je weryfikacji. Pozytywna weryfikacja dała „zielone światło” dla wykonania wytrzymałych prototypów technicznych. Komponenty endoprotez wytworzono z proszku stopu Co28Cr6Mo (ISO 5832-4) z zastosowaniem technologii selektywnego spiekania laserowego (SLM) oraz iskrowego spiekania plazmowego (SPS).
Budowa trójwymiarowych prototypów z zastosowaniem technologii SLM następuje przyrostowo, warstwa po warstwie, z dostarczanego proszku metalu. Konsolidacja proszku następuje w wyniku działania lasera, którego moc umożliwia całkowite przetopienie ziaren dostarczonego materiału. Zastosowanie odpowiednich parametrów pracy w procesie technologicznym SLM gwarantuje precyzyjne wykonanie w stosunkowo krótkim czasie. Detale charakteryzują gęstością całkowitą rzędu 98 ÷ 99,8% w porównaniu do gęstości litego odpowiednika.

Rys. 8 Urządzenie SLM 250 HL; proces przetapiania proszku
http://www.bego.com
W ostatnich latach na popularności zyskują metody konsolidacji proszków, które w procesie spiekania wykorzystują zjawiska fizyczne, towarzyszące przepływowi prądu elektrycznego o wysokim natężeniu. Przykład takiej technologii stanowi iskrowe spiekanie plazmowe (SPS). W trakcie równoczesnego prasowania i spiekania, wskutek przepływu periodycznie powtarzanych impulsów prądu przez grafitowe stemple, matrycę i konsolidowany proszek, następuje wydzielenie dużej ilości ciepła Joule’a. Impulsowy charakter dostarczania energii wpływa korzystnie na obniżenie energii aktywacji procesów dyfuzyjnych, dzięki czemu skróceniu ulega czas spiekania, a jednocześnie zabezpiecza ziarna przed nadmiernym rozrostem.
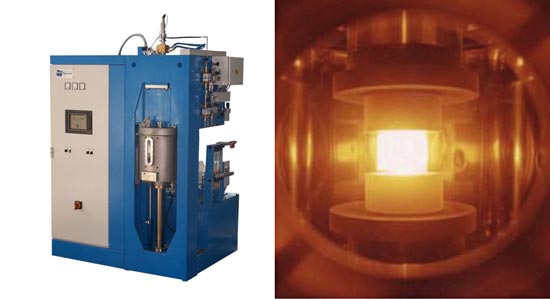
Rys. 9 Urządzenie SPS HP D 25; spiekanie proszku
http://www.energymaterials.ox.ac.uk
W ramach podjętych badań określono wpływ technologii wytwarzania komponentów metalowych endoprotezy krążka międzykręgowego na właściwości fizyczne i mechaniczne, a także odporność korozyjną stopu Co28Cr6Mo. Badania tribologiczne trójelementowych endoprotez z zastosowaniem zaprojektowanego i zbudowanego w Instytucie symulatora ruchu kręgosłupa SBT- 03.1 pozwoliły wyznaczyć wartości oporów tarcia w układzie ruchu endoprotezy, w warunkach obciążeń występujących w naturalnym segmencie ruchowym L4-L5. Celem ujawnienia mechanizmu zużycia endoprotez, po zakończeniu testów tribologicznych dokonano obserwacji topografii powierzchni trących z zastosowaniem skaningowego mikroskopu elektronowego. Przeprowadzono pomiary chropowatości i określono zużycie masowe poszczególnych komponentów endoprotezy. Produkty zużycia, generowane na skutek tarcia, poddano analizie rozkładu wielkości. Po zakończeniu testów tarciowo-zużyciowych oznaczono stężenia jonów kobaltu i chromu, zawartych w cieczy smarującej.

Rys. 10 Wkładka endoprotezy INOP/LSP.1101 wytworzona w technologii SLM (w środku), SPS (po prawej) oraz dla porównania metodą obróbki skrawaniem CNC (po lewej); chropowatość Ra poniżej 0,05 µm
Przeprowadzone badania eksperymentalne wykazały, że zastosowanie technologii SLM lub SPS w procesie konsolidacji proszku stopu Co28Cr6Mo ukazuje potencjał tych metod w zastosowaniach biomedycznych. Dokonane badania są jednymi z pierwszych na świecie, które dotyczą właściwości tribologicznych endoprotez, wytworzonych ze stopu Co28Cr6Mo z zastosowaniem technologii SLM i SPS.
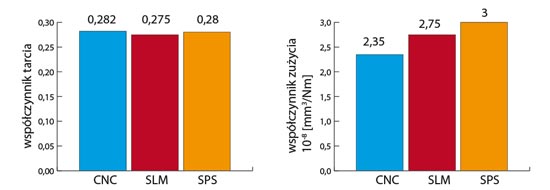
Rys. 11 Porównanie współczynników tarcia i zużycia endoprotezy wykonanych różnymi metodami
Na podkreślenie zasługuje fakt, że testy tarciowo-zużyciowe przeprowadzone zostały w warunkach rzeczywistych obciążeń, występujących w naturalnym segmencie ruchowym odcinka lędźwiowego kręgosłupa. Należy podkreślić, że badane endoprotezy nie zostały poddane wcześniej obróbce cieplnej, ani też obróbce powierzchniowej, której celem byłoby polepszenie właściwości mechanicznych i tribologicznych warstw wierzchnich.

Rys. 12 Symulator ruchu kręgosłupa SBT-03.1
Istnieje więc uzasadniona potrzeba podjęcia w przyszłości dalszych badań, mających na celu weryfikację parametrów procesów technologicznych oraz zaproponowanie modyfikacji mikrostruktury.
dr inż. Adrian Mróz
Instytut Obróbki Plastycznej
Poznań
Konstrukcja endoprotezy INOP/LSP.1101: wynalazek nr P.397825
Konstrukcja symulatora kręgosłupa SBT-03.1: wynalazek nr P.399070
artykuł pochodzi z wydania 6 (81) czerwiec 2014
Czytaj także:

; cz. 3: Wpływ parametrów skrawania na kształt wióra")


- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec