W aspekcie projektowania procesów obróbki wiórowej wyróżnia się grupy zastosowań materiałów skrawających, ściśle powiązane z materiałami obrabianymi i ich skrawalnością. Nadal aktualna w Polsce norma PN-ISO 513:1999 określa trzy główne grupy zastosowań materiałów narzędziowych: P (stopy żelaza dające wiór długi), M (stopy żelaza dające wiór długi lub krótki, metale nieżelazne), K (stopy żelaza dające wiór krótki, metale nieżelazne i materiały niemetalowe). Aktualna międzynarodowa norma ISO513:2004 określa sześć głównych grup zastosowań materiałów narzędziowych (tab. 1): P (stal), M (stal nierdzewna), K (żeliwo), N (metale nieżelazne), S (nadstopy i tytan), H (materiały twarde).
Kazimierz Czechowski, Iwona Wronska
Będące przedmiotem artykułu zagadnienia obróbki na sucho materiałów w stanie twardym dotyczą grupy zastosowań materiałów skrawających wg normy ISO 513:2004 oznaczonej literą H. Grupa ta obejmuje ogólnie materiały twarde, a bardziej szczegółowo stale obrobione cieplnie o twardości 45–65 HRC oraz żeliwa o twardości 400-600 HB. Wysoka twardość ww. materiałów powoduje, że są one trudno obrabialne; podczas obróbki wiórowej tych materiałów powstają wysokie temperatury w strefie skrawania oraz występuje bardzo duże ścierne oddziaływanie na ostrze narzędzia. Materiał ostrzy powinien w tym przypadku charakteryzować się bardzo dużą twardością i stabilnością chemiczną w wysokich temperaturach oraz dużą wytrzymałością mechaniczną i odpornością na ścieranie.
Jednym ze wskaźników charakteryzujących obrabialność materiału jest opór właściwy skrawania kc stanowiący iloraz wartości głównej obwodowej siły skrawania Fc i pola przekroju poprzecznego warstwy skrawanej A; wskaźnik ten podawany jest najczęściej dla A = 1 mm2 przy grubości warstwy skrawanej 1 mm (w MPa lub N/mm2) i oznaczany jako kc1.1 (lub kc1 – firma Sandvik). Dla grupy H (materiały twarde) jednostkowy opór właściwy skrawania kc1 = 2550÷4870 N/mm2 (tab. 2) [1].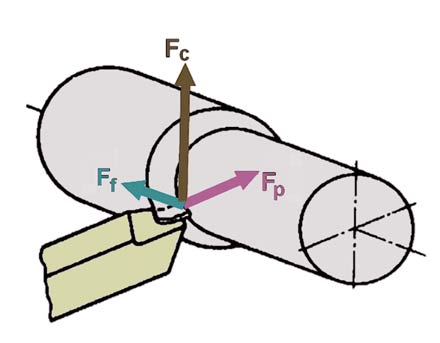
Rys. 1 Składowe siły skrawania przy toczeniu
W obróbce wiórowej ostrze narzędzia wcinając się w materiał obrabiany pokonuje opory odkształceń sprężystych i plastycznych oraz spójności materiału, a także tarcia na powierzchniach natarcia i przyłożenia ostrza. Całkowita siła skrawania F, zgodnie z normą PN-M-01002/04:1992, rozkłada się na trzy siły składowe przez rzutowanie prostokątne wzdłuż kierunków ruchów i kierunków do nich prostopadłych; wyróżnić można (rys. 1).
cały artykuł dostępny jest w wydaniu 5 (56) maj 2012



25 kwietnia 2024




Obróbka na sucho materiałów w stanie twardym. Część 2




Specjalistyczny portal inżynierski dla osób zaangażowanych w tworzenie produktów – maszyn, urządzeń, mechanizmów, podzespołów, części, elementów itd. – od koncepcji do ostatecznego wykonania.