






Jednym z ważniejszych kierunków rozwoju uniwersalnych obrabiarek CNC jest zwiększanie ich wydajności oraz wprowadzanie możliwości obróbki, zarezerwowanych dotychczas dla obrabiarek specjalizowanych, przy jednoczesnym zachowaniu uniwersalności. Od uniwersalnych tokarek CNC poza typową obróbką wymaga się coraz częściej dodatkowych możliwości obróbkowych kształtowania powierzchni obrabianych. Wynika to z oferowanych coraz większych możliwości układów sterowania oraz dostępności różnych rodzajów modułów konstrukcyjnych do budowy tokarki.
Robert Jastrzębski
Możliwości układów sterowania dotyczą nie tylko zwiększania ilości osi sterowanych numerycznie, lecz także możliwości złożenia różnych rodzajów zadanych ruchów technologicznych, jako złożonych ruchów interpolowanych lub synchronizowanych [1]. Przykładowo, możliwe stają się takie operacje obróbkowe, jak:
- w pełni automatyczna obróbka obustronna przedmiotu z podawanego pręta, wykorzystująca przechwyt przedmiotu podczas obrotów przez dodatkowe wrzeciono przechwytujące, zamontowane w miejscu konika (z zastosowaniem funkcji synchronizacji obrotów tych wrzecion),
- „toczenie” wielokątów (wykorzystujących synchronizację stałego przełożenia obrotu wrzeciona i narzędzia obrotowego) [2] (opisane też w Projektowaniu i Konstrukcjach Inżynierskich, kwiecień 2011),
- obróbka gwintów falistych (wg obliczonej trajektorii ruchu interpolowanego z synchronizacją obrotów wrzeciona z cyklicznym ruchem nawrotnym osi X i posuwem osi Z).
Obróbki tego typu realizowane mogą być przez tokarki specjalizowane poprzez sprzężenie mechaniczne obrotów, zastosowanie kopiałów itp. Ogranicza to znacznie zastosowania takich tokarek oraz szybkość i elastyczność dostosowania do zmian kształtu obrabianego przedmiotu. Wykorzystując funkcje synchronizacji i interpolacji ruchów mamy możliwość zastąpić sprzężenia mechaniczne programowymi, zachowując przy tym uniwersalność tokarki CNC. Przykładowo, każda zmiana kształtu gwintu falistego lub trapezowego na tokarkach kopiarkach powoduje konieczność wykonania nowego kopiału. Przy dużej ilości rodzajów gwintów falistych oraz nieznormalizowanych gwintach trapezowych, przy niewielkich seriach, wykonanie kopiału kształtowego wydłuża czas wykonania i znacznie zwiększa koszty. Także wykonanie takiego gwintu metodą tradycyjną, wieloma przejściami noża, jest mało wydajne. 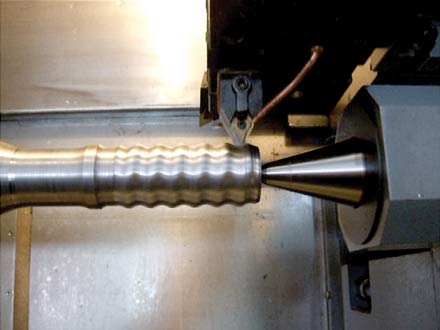
Rys. 1 Prototyp tokarki uniwersalnej z możliwością wydajnej obróbki gwintu falistego
W Centrum Badawczo Konstrukcyjnym Obrabiarek w Pruszkowie zaprojektowano i wykonano prototyp tokarki uniwersalnej CNC z możliwością wydajnej obróbki gwintów falistych i trapezowych, porównywalnej co najmniej z wydajnością tej obróbki na tokarkach kopiarkach. Artykuł przedstawia zastosowaną metodę obróbki tych gwintów, oraz porusza problemy, jakie należy rozwiązać, aby uzyskać zadowalającą wydajność i dokładności tej obróbki.
cały artykuł dostępny jest w wydaniu 9 (60) Wrzesień 2012



