






marzec_2013
Według wielu technologów pęknięcia w stopach aluminium zależą głównie od składu chemicznego spoiny. Na podstawie wykresów fazowych, przedstawionych na rysunku 2 (a ściślej ujmując: zakresów krzepnięcia metalu, które na rysunku oznaczone są kolorem błękitnym), można odnaleźć zależność wrażliwości na pęknięcia krystalizacyjne od składu chemicznego dla pojedynczych składników stopowych. Jak wynika z zależności przedstawionych na rysunku 1 dla każdego pierwiastka stopowego istnieje zawartość o maksymalnej skłonności do pęknięć.
Ryszard Jastrzębski, Wojciech Zieliński,

Rys. 1 Wpływ zawartości pierwiastków stopowych na wrażliwość na pęknięcia na gorąco /3/
W stopach aluminium największy obszar dobrej spawalności mają stopy krzemu i magnezowo-krzemowe, a najmniejszy stopy litu. Wynika z tego, że dodając krzemu do stopu poprawiamy własności spawalnicze. W tym tkwi sens stosowania stopiwa krzemowego do naprawy pęknięć konstrukcji ze stopów aluminium. Jak wynika z rysunku 2 w zależności od pierwiastków stopowych zmienia się temperatura krystalizacji i im szerszy jest zakres tej temperatury, tym łatwiej powstają pęknięcia (im więcej pierwiastków stopowych, tym większa skłonność do pęknięć krystalizacyjnych).
cały artykuł dostępny jest w wydaniu 3 (66) marzec 2013
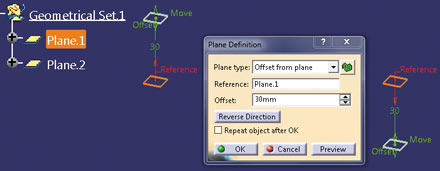
Zagadnienie niejednoznaczności w definiowaniu niektórych elementów geometrycznych jest związane również z pojęciem płaszczyzny/powierzchni równoległej do zadanej. Dla każdej płaszczyzny można określić dwie płaszczyzny równo odległe. Podobnie dla dowolnej powierzchni można zdefiniować dwie powierzchnie do niej równoległe, pod warunkiem, że minimalny promień krzywizny takiej powierzchni nie jest większy od zadanej odległości.
Andrzej Wełyczko
Rys. 48
Przykład 3 – Polecenie Plane (Parallel through point)
- Płaszczyznę podstawową – BasePlane
- Dowolny punkt na tej płaszczyźnie – AnyPointOnBasePlane
- Linię Line.1 prostopadłą do płaszczyzny BasePlane w punkcie AnyPointOnBasePlane – Line.1
cały artykuł dostępny jest w wydaniu 3 (66) marzec 2013
Konstrukcje palników plazmowych różnią się między sobą ilością części, rozmiarami i rozwiązaniami technicznymi. Zużycie elementów eksploatacyjnych palnika, czy też jego samego, jest procesem nieuniknionym i zależy od wielu czynników. W niniejszym artykule postaramy się to przedstawić na konkretnych przykładach.
Paweł Wilk
Cięcie plazmowe jest możliwe dzięki procesowi jarzenia się łuku elektrycznego, który następuje pomiędzy nietopliwą elektrodą (zbudowaną najczęściej z miedzi z wkładką z materiału nietopliwego (Rys. 1), a materiałem przeznaczonym do cięcia. Łuk elektryczny przepływając przez specjalnie zaprojektowaną dyszę plazmową (wykonaną z miedzi; – Rys. 2) zostaje skoncentrowany na niewielkiej powierzchni.

rys. 1a Elektroda wraz z zaznaczonym wkładem nietopliwym
Przepływający bez przerwy gaz plazmotwórczy otrzymuje wówczas duży stopień jonizacji, dzięki czemu uzyskuje się strumień plazmowy o znacznej koncentracji energii (Rys. 3). Istotną rolę w procesie tworzenia się łuku plazmowego może odgrywać jonizator, którego zadaniem jest ułatwienie zajarzenia łuku elektrycznego. Dzieje się tak, ponieważ jonizator wysyła krótkie impulsy o wysokiej wartości napięcia w obszarze pomiędzy elektrodą, a dyszą plazmową, co z kolei wpływa na zmniejszenie oporności w tej przestrzeni.
cały artykuł dostępny jest w wydaniu 3 (66) marzec 2013
Jakość nie tylko jest monitorowana, lecz również wytwarzana. Niejedną historię na ten temat opowiedzą dostawcy działający w branży motoryzacyjnej. Podzespoły muszą być dostarczone dużym producentom samochodów nie tylko dokładnie na czas, ale także przy minimum usterek. Kontrola jakości nie dotyczy już tylko wyrobów gotowych; obecnie technologie pomiarowe aktywnie kontrolują cały proces produkcyjny. Jeśli jakość produktu nie spełnia norm, kontrakt może zostać rozwiązany.
Małgorzata Król
Sceptyczni kierownicy ds. jakości twierdzą, że od wprowadzenia systemów CAD metody produkcji stały się bardziej skomplikowane. W rzeczywistości zwiększyła się swoboda działania projektantów, co w efekcie powodowało – między innymi skutkami oczywiście – utrudnienia pracy specjalistów zajmujących się jakością. Problem ten pomagają rozwiązać technologie pomiarów współrzędnościowych.
cały artykuł dostępny jest w wydaniu 3 (66) marzec 2013
Większość osób zajmujących się modelarstwem trafia na mur niezrozumienia. Szczególnie gdy swoją pasję traktują jako hobby. Często zdarza im się słyszeć, że są zbyt starzy na zabawki i lepiej zająć się czymś poważnym. Nie raz zapewne podobne teksty słyszał Norweg Petter Muren, który zamiast poświęcić się bez reszty pracy dla firmy IKEA, uparcie budował latające modeliki śmigłowców.
Ryszard Romanowski
Poważne gremia naukowe pracują od lat nad miniaturowymi bezzałogowymi statkami powietrznymi, naśladującymi lot owadów. Norweg eksperymentował zupełnie amatorsko, bez wsparcia wyspecjalizowanych instytutów. Pierwsze zadowalające efekty uzyskał u schyłku lat dziewięćdziesiątych ubiegłego wieku. Błyskawiczny rozwój mikroelektroniki, szczególnie w telefonach komórkowych, sprzyjał przedsięwzięciu. Początki XXI stulecia to również ogromny rozwój firm modelarskich, szczególnie na Dalekim Wschodzie.

Zaczęło się od zabawy
– Łopaty o pożądanym kształcie i rowkowanej powierzchni zostały wyrzeźbione z typowego kubka stanowiącego wyposażenie... ekspresu do kawy – wspomina Petter Muren.
cały artykuł dostępny jest w wydaniu 3 (66) marzec 2013
Strona 1 z 2
- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec
Specjalistyczny portal inżynierski dla osób zaangażowanych w tworzenie produktów – maszyn, urządzeń, mechanizmów, podzespołów, części, elementów itd. – od koncepcji do ostatecznego wykonania.