






kwiecien_2013
Samochody elektryczne powoli zdobywają rynki, głównie krajów zachodnich. Tymczasem pojazdy elektryczne przeznaczone do jazdy w zamkniętych obiektach stają się przebojem niemal wszędzie. Melexy od lat zadomowiły się wśród hal fabrycznych, w parkach, na polach golfowych i cmentarzach. Pojazdy elektryczne są ciche, czyste, trwałe i tanie w eksploatacji.
Ryszard Romanowski
Wysoki i doskonale rozłożony moment obrotowy silnika elektrycznego sprawia, że nawet na legendarnej wyspie Man pojawiła się klasa motocykli elektrycznych, a władze sportu samochodowego tworzą coraz więcej klas wyścigowych dla aut elektrycznych. Masa akumulatorów i ograniczony zasięg są wadą na długich torach wyścigowych ale w przypadku zawodów na krótkich torach kartingowych jest to problem niemal niezauważalny, a nawet zaleta. W przerwie na ładowanie serwisanci potrafią usunąć niemal wszystkie uszkodzenia, wymienić opony, skonfigurować pojazd itp. Nic dziwnego, że napędzane prądem wózki dzielnie wypierają swoich spalinowych braci. Tym bardziej, że tory dla nich przeznaczone nie wymagają kosztownej i skomplikowanej wentylacji, a okolicznym mieszkańcom nie przeszkadza hałas. Francuski rynek kartów elektrycznych zdominowała firma Spedomax, której przedstawicielem na Polskę jest firma Volt in Kart, z prezesem Pascalem Petiot. W planach tej młodej firmy jest nie tylko dystrybucja lecz również montaż elektrycznych kartów w Polsce.

– Jak zaczęło się pana zainteresowanie kartami elektrycznymi?
– Przez wiele lat sprzedawałem samochody. Gdy okazało się, że biznes ten robi się coraz trudniejszy i coraz mniej opłacalny sprzedałem firmę i zacząłem poszukiwać niszy w branży motoryzacyjnej. Pomysł na zajęcie się elektrycznymi kartami pojawił się niemal przypadkiem. Zawsze lubiłem jeździć po torach, ale nigdy nie wiązałem z tym zawodowej przyszłości. Firmę Speedomax tworzą ojciec z synem, inżynierowie Allegre, którzy mają na koncie wiele inżynierskich osiągnięć. Syn stworzył np. niezwykle lekką i wytrzymałą ramę wyczynowego roweru rock rider. Ojciec przez długie lata był inżynierem w Michelin. Stworzyli projekt karta i budują go w warsztatowych warunkach. Oczywiście silniki i inne komponenty pochodzą od różnych producentów. Akumulatory z USA, opony z Taiwanu, a opony z kolcami z Rosji. Firma Volt in Kart powstała w ubiegłym roku, w celu dystrybucji i montażu tych pojazdów.
cały artykuł dostępny jest w wydaniu 4 (67) kwiecień 2013
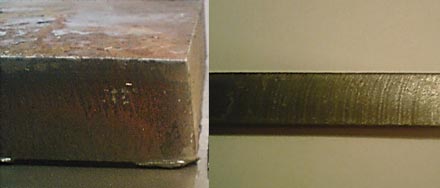
Cięcie plazmowe jest często operacją bardzo precyzyjną, zwłaszcza przy zastosowaniu najnowszych urządzeń. Osiągnięcie wymaganych prostopadłości powierzchni po cięciu, jest możliwe tylko dzięki pracy nie zużytymi elementami eksploatacyjnymi, stosując bezwzględnie odpowiednie parametry cięcia. Blachy cięte przy zastosowaniu odpowiednich parametrów cięcia pokazuje rysunek 23.
Paweł Wilk
Strefa wpływu ciepła, powstająca podczas cięcia plazmowego, jest bardzo mała – wynosi maksymalnie do 1 mm głębokości, w zależności od grubości materiału i zastosowanych parametrów. W przypadku następującej po cięciu kolejnej operacji, jaką często jest spawanie, nie ma konieczności usuwania warstwy materiału o grubości kilku milimetrów za pomocą obróbki skrawaniem (tak jak czasem jest to konieczne przy cięciu acetylenowo-tlenowym). Należy jednak zaznaczyć, że przy stosowaniu urządzeń plazmowych, gdzie gazem plazmo twórczym jest sprężone powietrze, dochodzi do zjawiska utlenienia powierzchni czołowych blachy. Pozostawienie tej powierzchni nieoczyszczonej (z tzw. zendry) może być przyczyną powstawania niezgodności w złączu spawanym.
Źle dobrane parametry cięcia, praca nadmiernie zużytymi elementami eksploatacyjnymi niejednokrotnie mija się z celem. Zdarzają się przypadki, gdzie celowo wypala się elementami nadającymi się do wymiany, w celu uzyskania pozornych oszczędności. Najczęściej – owszem, na każdym komplecie elementów eksploatacyjnych zyskujemy, kłopot zaczyna się przy dalszej obróbce detali.
Wypalanie plazmowe elementami eksploatacyjnymi o znacznym zużyciu może również powodować nadmierne nagrzewanie ciętego materiału. Powiększona strefa wpływu ciepła została zaprezentowana na rysunku 25, a rysunek 26 przedstawia powierzchnie czołowe po cięciu, uszkodzone przez nagłe zużycie części.
cały artykuł dostępny jest w wydaniu 4 (67) kwiecień 2013
Napędy hybrydowe w samochodach osobowych stały się codziennością. Różne konfiguracje silników spalinowych i elektrycznych wprowadzane są do produkcji przez coraz to nowe firmy. Podobnych jednostek napędowych od kilku lat używa Peugeot.
Ryszard Romanowski
Francuski koncern PSA od pierwszych rozwiązań hybrydowych był oryginalny. Podczas gdy przodujący w tej dziedzinie Japończycy udoskonalali silniki benzynowe i elektryczne nie zmieniając zasadniczo koncepcji, np. Toyota doskonaląc część benzynową układu wprowadziła silnik o obiegu Atkinsona, Peugeot zaprezentował układ z silnikiem o zapłonie samoczynnym.

Jednakże podczas ostatniego salonu w Genewie przedstawiono rozwiązanie zupełnie zrywające z dotychczasową, elektryczną drogą. Model 2008 Hybrid Air wykorzystuje współpracę silnika spalinowego z hydraulicznym. Rozwiązanie to tak zaskoczyło zwiedzających, że nawet renomowane, światowe media pominęły je wymownym milczeniem. Zdarzały się również notki o francuskim silniku napędzanym powietrzem...
Prace, obok koncernu PSA, prowadziły firmy Dana i Bosch Rexroth. Zanim pojawił się hybrydowy Peugeot, silnik hydrauliczny napędzany cieczą sprężaną przez układ hamulcowy pojazdu zastosowano w 20-tonowej ładowarce. Urządzenie okazało się na tyle sprawne, że aż prosiło się o wykorzystanie w aucie osobowym.
cały artykuł dostępny jest w wydaniu 4 (67) kwiecień 2013
W pierwszej części artykułu opisaliśmy wyniki badań przeprowadzonych z zastosowaniem nowoczesnych narzędzi inżynierskich. W publikacji przedstawiono wirtualny model pojazdu mechatronicznego oraz badania ruchu pojazdu po torze zakrzywionym. Wyniki prowadzonych badań umożliwiły sformułowanie założeń projektowo-konstrukcyjnych pojazdu rzeczywistego oraz identyfikację potencjalnie interesujących stanów ruchu.
Jerzy Mydlarz, Andrzej Baier, Michał Majzner
Głównym celem budowy mechatronicznego pojazdu badawczego, nazwanego w skrócie MPB (Mechatroniczny Pojazd Badawczy), była doświadczalna weryfikacja rezultatów uzyskanych w wyniku rozważań teoretycznych i badań modelu w środowisku wirtualnym.
Postać konstrukcyjna pojazdu jest wynikiem założeń teoretycznych i pewnych ograniczeń natury technicznej i ekonomicznej, które wstępnie zostały zweryfikowanie w środowisku wirtualnym programu NX. W celu osiągnięcia zamierzonych rezultatów przed przystąpieniem do konstruowania pojazdu sformułowano następujące założenia:
-
- pojazd badawczy, zwany dalej pojazdem, będący modelem fizycznym, ma za zadanie umożliwić przeprowadzenie prób ruchowych nowego napędu krzyżowego, a w szczególności przeprowadzenie badań porównawczych z napędem klasycznym;
- zastosowany napęd elektryczny ma na celu symulację napędu mechanicznego – niezależnie na wszystkie koła;
- rozwiązanie konstrukcyjne pojazdu umożliwi szybkie i proste przełączanie napędu klasycznego na krzyżowy w wyniku zmiany sposobu doprowadzenia energii elektrycznej do silników napędowych;
- sterowanie napędami zostanie zrealizowane z użyciem programowalnego sterownika;
- rozwiązanie konstrukcyjne pojazdu umożliwi realizację próbnych jazd po okręgach o teoretycznych średnicach toru jazdy 1, 2 i 4 m;
- pojazd będzie wyposażony w układ zapewniający natychmiastowe wyłączenie napędu w razie zaistnienia niebezpieczeństwa wywrócenia się pojazdu;
- pojazd będzie wyposażony w mechanizm umożliwiający przemieszczanie środka masy wzdłuż osi podłużnej i osi pionowej pojazdu (rys. 1);
- pojazd będzie modelem redukcyjnym w skali 1:10. W celu sprawdzenia poprawności przyjętej skali przeprowadzono analizę wymiarową (analiza wymiarowa i teoria podobieństwa mają olbrzymie znaczenie przy modelowaniu zjawisk).
cały artykuł dostępny jest w wydaniu 4 (67) kwiecień 2013
Nie od dzisiaj wiadomo, że niezwykle istotną sprawą dla konstruktorów form wtryskowych jest nie tylko znajomość technologii, ale także funkcjonalność dostępnych narzędzi wspomagających proces projektowania. Projektowanie form wymaga narzędzi ściśle dedykowanych. Najwięcej czasu pochłania wstawianie oraz dopasowywanie geometrii elementów standardowych.
Krzysztof Monczak, Szczepan Żylak

Rys. 1
cały artykuł dostępny jest w wydaniu 4 (67) kwiecień 2013
Strona 1 z 2
- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec
Specjalistyczny portal inżynierski dla osób zaangażowanych w tworzenie produktów – maszyn, urządzeń, mechanizmów, podzespołów, części, elementów itd. – od koncepcji do ostatecznego wykonania.