






Jak przedstawia powyższy wykres, charakterystyczny dla tego układu jest wzrost roztworu w stanie stałym wraz z obniżeniem temperatury.
Faza β ulega krystalizacji w układzie sześciennym, który jest przestrzennie centrowany oraz γ, drugi roztwór wtórny oparty na wiązaniu elektronowym odznaczają się twardością oraz kruchością.
Dla odlewów wskazane jest dążenie do zatrzymania przemiany eutektoidalnej z powodu kruchości fazy γ, oraz zachodzący proces krystalizacji, podczas którego powstają duże ziarna. Otrzymuje się je dzięki chłodzeniu w temperaturach o zakresie 600-500 °C.
Brązy aluminiowe spawa się metodą TIG prądem zmiennym.
Spawalność brązów Cu-Si
Na rys. 5a pokazano wykres przemian fazowych Cu-Si. Parametry punktów charakterystycznych dla Cu-Si podano w tabeli na rysunku. Na rysunku 5b znajduje się wykres spawalności w zależności od ilości Si.
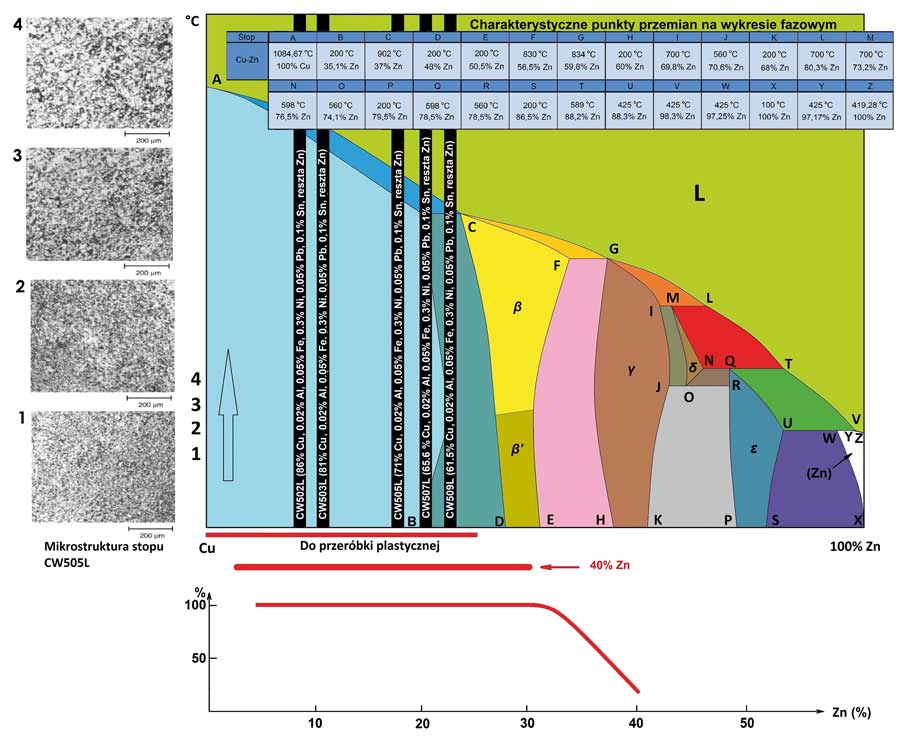
Rys. 7 a) Wykres przemian fazowych Cu-Zn b) pęknięcia spawalnicze stopu modelowego miedzi wg Maeda
Brązy krzemowe zawierają od 3 do 4% krzemu. Mogą być stosowane jako tańsze odpowiedniki stopów Cu-Sn. Zwiększanie zawartości krzemu powoduje zwiększenie właściwości wytrzymałościowych oraz obniżanie granicy plastyczności stopu. Krzem ma właściwości utleniające, które powodują poprawę zwilżalności jeziorka spawalniczego, tworzy przy tym spoinę mniej wrażliwą na pękanie.
Dodatkowa ilość Si nadaje stopom wzrost Rm i HB, a po przejściu granicy roztworu będącego w stanie stałym (ok. 3% Si) – gorsze własności plastyczne. Dodatek pierwiastków stopowych daje poprawę własności technologicznych.
Brązy krzemowe (Cu-Si), które prawie nie zawierają cyny, odznaczają się bardzo dobrą odpornością na korozję i mają świetną spawalność, wykazują też dobrą odporność na korozję w środowisku atmosfery przemysłowej i morskiej.
Spawalność brązów niklowych Cu-Ni
Brąz niklowy (Cu-Ni) obejmuje miedzionikle (zawartość Ni: 20% lub 30%) i odznacza się świetną udarnością, obrabialnością, odpornością na oddziaływanie słonej wody i odpornością na korozję naprężeniową.
Dodatek Ni powoduje zwiększenie wydłużenia, wytrzymałości w podwyższonych temperaturach, twardości i skłonności do ocynkowania (nikiel utrwala strukturę jednofazową α). Brązy niklowe mają dobrą podatność na obróbkę plastyczną na zimno i na gorąco [5].
Ponadto w przypadku spoiny wielowarstwowej miedzionikli, które spawane są z wysoką energią liniową, z powodu ponownego przegrzania w temp. 500-600 oC powstają pęknięcia wywołane spadkiem plastyczności [6].
Spawalność brązów manganowych Cu-Mn
Na rysunku 6a pokazano wykres przemian fazowych Cu-Mn. Parametry punktów charakterystycznych dla Cu-Mn podano w tabeli na rysunku. Rysunek 6b to wykres spawalności w zależności od ilości Mn. Brązy manganowe Cu-Mn zawierają najczęściej 5-15% Mn. Stopy zawierające maksymalnie 30% Mn obrabia się plastycznie na gorąco, a te o zawartości 5-6% Mn można obrabiać plastycznie na zimno. Mangan wpływa na wytrzymałość na wydłużenie i rozciąganie. Stopy o zawartości do 20% Mn mają strukturę γ, a powyżej 20% γ+α. Roztwór γ jest plastyczny i miękki natomiast α jest twardszy [4]. Stopy Cu-Mn są skłonne do skurczu.
Śruby okrętowe z brązów manganowo-niklowych należy po spawaniu obrabiać cieplnie w temperaturze 500-600 oC przez jedną godzinę.
Ryszard Jastrzębski, Krzysztof Trześniewski
Instytut Łączenia Metali w Krakowie
Paweł Szczepański
Kontroler Jakości Mostostal Zabrze
Zbigniew Bartkiewicz
Główny Spawalnik HPR S.A. Kraków
Wiesław Kalandyk
Główny Spawalnik PKP CARGOTABOR Sp. z o.o.
Wojciech Budek
Specjalista Zakładowej Kontroli Produkcji SKM Złotów Sp. z o.o.
Autorzy dziękują Prof. dr hab. inż. Krzysztofowi Luksie z Politechniki Śląskiej, Sławomirowi Kwietniowi z firmy Halmont Bochnia oraz inż. Danielowi Słomie z firmy SKM Sp. z o. o. za pomoc w przygotowaniu artykułu.
Literatura:
1. T. Góral: Wpływ technologicznych parametrów napawania brązu na podłoże stalowe na wybrane właściwości użytkowe napoin, praca doktorska AGH, Kraków 2007
2. W. Domke: Vademecum materiałoznawstwa: stal, metale nieżelazne, tworzywa sztuczne, badania materiałów, Wydawnictwa Naukowo-Techniczne, Warszawa 1989
3. K. Wesołowski: Materiałoznawstwo i obróbka cieplna, Wydawnictwa Naukowo-Techniczne, Warszawa 1978
4. L.A. Dobrzański: Struktura, własności i zastosowanie stopów miedzi, IMIiB, Gliwice 2007
5. Japan Welding Society: „Yōsetsu gakkai-hen, Yōsetsu, setsugō gijutsu tokuron. Shinpan”- metody spawania oraz urządzenia spawalnicze, japoński podręcznik międzynarodowego inżyniera spawalnictwa IIW, wydawnictwo Sanpō, 2008, Japonia
6. Haruyoshi Suzuki; Hiroshi Tamura: „Yōsetsu kinzokugaku (spawalnictwo - nauka o spawaniu)”, Wydawnictwo Sampo 1978, Japonia
7. ASM Handbook vol. 2 Properties and Selection: Nonferrous Alloys and Special-Purpose Materials
8. ASM Handbook vol. 9 Metallography and Microstructures
9. E.Tasak, A.Ziewiec: Spawalność materiałow konstrukcyjnych, cz. 1, Drukarnia Narodowa 2009
10. T. Chmielewski, D. Golański, M. Węglowski: „Spawanie grubych blach miedzianych metodą MIG-SpeedPuls bez podgrzewania wstępnego”, Przegląd Spawalnictwa Nr 1/2014
artykuł pochodzi z wydania 12 (87) grudzień 2014
Czytaj także:




- start
- Poprzedni artykuł
- 1
- 2
- 3
- Następny artykuł
- koniec