






Napawanie stopami niklu rur kotłowych i urządzeń platform wiertniczych
Ekrany szczelne kotłów energetycznych napawa się stopiwem Inconel 625 z wykorzystaniem spawania MIG z funkcją Cold Metal Transfer (3). Duże problemy z napawaniem rur kotłowych i ekranów szczelnych pojawiają się w miejscach pozostawionych do spawania montażowego. Rysunek 3 pokazuje takie ekrany z popękanymi sczepami. Przyczyną pęknięć była zbyt mała szerokość nienapawanej części i mieszanie się spoiwa stalowego z niklem. Problem zniknął, gdy zaczęto spawać płetwy ekranów szczelnych od strony nienapawanej.
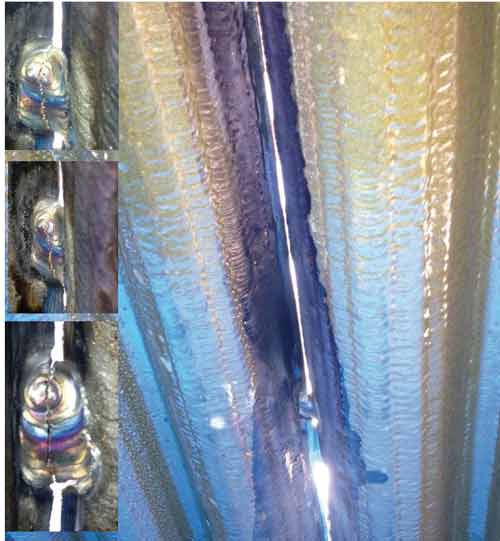
Rys. 3 Napawany niklem ekran kotła
Osobnym problemem było pękanie napoiny TIG. Rozwiązaniem było podawanie dużej ilości stopiwa niklowego Inconel 625 i obniżenie temperatury jeziorka, co zlikwidowało pękanie. Przy prądzie 100 A i średnicy drutu Ø2,4 napięcie łuku TIG wynosiło 5-7 V.
Do napawania zewnętrznego i wewnętrznego elementów platform wiertniczych również często stosuje się stopiwo Inconel.
W celu kwalifikowania technologii spawania połączeń różnoimiennych (stal niskowęglowa + stal nierdzewna super duplex) wykonano złącze o grubości 10 mm stopiwem na bazie stopu niklu A 59 - NST MIG NiCrMo-13 o średnicy 1 mm metodą MIG. Spoinę wykonano z pojedynczym impulsem ściegami zakosowymi w pozycji pionowej PF prądem 125 A, napięciem 20,8 V i z szybkością podawania drutu 4,3 m/min w mieszance argonu z 2% dodatkiem CO2 o przepływie 15 l/min. Bardzo ważna jest precyzja ustawienia parametrów spawania na spawarce. Aby stop niklu nie ściekał należało długo przytrzymywać łuk przy krawędziach rowka spawalniczego.
Do wykonania przetopu należy zastosować gaz formujący. Próby napawania wykonano stopiwami: NST MIG ERNiCrMo-3 (625) i NST MIG ERNiCrMo-13 (6 Inconel A59) różnymi odmianami metody TIG z gorącym drutem, pokazanymi na rysunku 4.
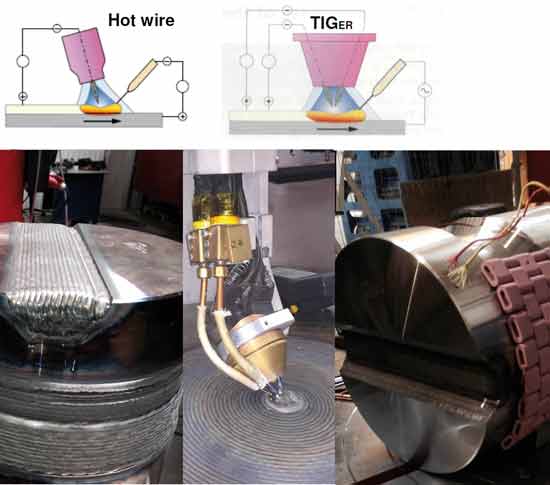
Rys. 4 Metody napawania elementów podwodnych wiertni
Złącze do spawania drutem NST MIG ERNiCrMo-3 (stop 625) do spawania podgrzewano do temperatury 100 ºC, po spawaniu szybkość nagrzewania do temperatury 660 ºC wynosiła 100 ºC/h, a szybkość chłodzenia 100 ºC/h. Kontrola szybkości chłodzenia była prowadzona do temperatury 300 ºC. Po zdjęciu izolacji napoinę chłodzono w powietrzu. Uzyskano twardości HV10 < 250HV oraz zawartość ferrytu δFe mniejszą od 5%. Napawanie drutem proszkowym NST FCAW625 w mieszance M21 nie pozwala na uzyskanie odpowiedniej zawartości ferrytu δ.
Przed przystąpieniem do napawania stopami niklu należy bezwzględnie wykonać przegląd wymagań projektowych i kontraktowych. Aby spełnić wysokie wymagania techniczne należy również brać pod uwagę jakim procesem napawanie będzie wykonywane. Zaleca się stosowanie procesu Hot wire oraz procesu TIGer (podwójna elektroda). W przypadku napawania stopami niklu należy przewidzieć, że obróbka cieplna po napawaniu może być konieczna. Napawanie zaleca się wykonywać na stanowiskach specjalizowanych, gdzie można sterować ruchami palnika, jak również sposobem podawania drutu elektrodowego. Pomiar zawartości ferrytu δ należy tak zaplanować, aby punkt pomiarowy wystąpił w drugiej warstwie napoiny. Warto porozumieć się z firmami, które mają ww. sprzęt, doświadczenie oraz bardzo wysoko rozwiniętą obróbkę mechaniczną.
Materiały dodatkowe do spawania stopów niklu
Amerykańskie Stowarzyszenie Spawalnicze AWS podaje następujące gatunki drutów do spawania niklu: ERNi-1, ERNi-C1, ERNiFeMn-C1, ERNiCu-7, ERNiCu8, ERNiCr-3, ERNiCr-4, ERNiCrFe-5, ERNiCrFe-6, ERNiCrFe-7, ERNiCrFe-7A, ERNiCrFe-8, ERNiFeCr-1, ERNiFeCr-2, ERNiMo-3, ERNiCrMo-3, ERNiCrMo-7, ERNiCrMo-10, ERNiCrMo-13, ERNiCrMo-14, ERNiCrMo-15, ERNiCrMo-17, ERNiCrWMo-1, ERNiCrCoMo-1.
Tab. 1 Zastosowanie wybranych stopiw (1)
Do wytłuszczonych stopów AWS podaje też elektrody otulone. Poza tym, istnieją elektrody otulone nie mające odpowiedników w drutach: ENiCrFe-1, ENiCrFe-2, ENiCrFe-3, ENiMo-7, ENiMo-7, ENiCrMo-4.
W tabeli 1 podano zastosowania wybranych spoiw.
Stopiwo niklowe, ze względu na rozpuszczalność w niklu prawie wszystkich metali, jest szeroko stosowane do spawania materiałów różnoimiennych np. stali z miedzią. Nikiel powoduje rozbijanie przez dyfuzję płytek grafitu, co pozwala spawać łukowo żeliwo odlewanymi pałeczkami. W Niemczech drutem niklowym NIBAS 617 (NiCr22CoMo-1 wg PN-EN ISO 18274) naprawiano też ekrany szczelne kotłów nadkrytycznych ze stali T24. Spoiny TIG na rurze Ø 51x4,5 mm wykonano trzema cienkimi ściegami prądem 55-60 A, o napięciu 9-10 V, z prędkością spawania 6 cm/min, z przepływem gazu osłonowego 12-18 l/min i przepływem gazu formującego 20-25 l/min.
dr Krzysztof Emerla
Elektrokontel, Kraków
Ryszard Jastrzębski
Instytut Łączenia Metali, Kraków
Mariusz Jaworski
Spaw-Serwis, Kraków
Michał Witek
Mostostal Zabrze
Jacek Zajączkowski
NST Polska
Literatura:
- J. N. Dupont, J. C. Lippold, S. D. Kiser: Welding Metalurgy and Weldability of Nickel-base Alloys, John Wiley & Sons, Inc., USA
- R. Jastrzębski, P. Szczepański, K. Bartkiewicz, K. Emerla, R. Kołodziej: Spawalność stopów niklu, część 1, Projektowanie i Konstrukcje Inżynierskie, nr 6/2015
- R. Jastrzębski, J. Stefaniak, A. Labus,
- S. Kwiecień, M. Gawkowski, A. Jastrzębski: Elektronika spawarek GMAW, Dozór Techniczny nr 5/2015
artykuł pochodzi z wydania 6 (105) czerwiec 2016
Czytaj także:




- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec