






 Analizując sposób pękania matrycy i jej zamocowanie w płycie formującej nasunął się wniosek, że takie uszkodzenie mogły wywołać jedynie naprężenia gnące .Wskazuje na to również fakt, że pękanie zawsze zaczynało się od powierzchni podziału.
Analizując sposób pękania matrycy i jej zamocowanie w płycie formującej nasunął się wniosek, że takie uszkodzenie mogły wywołać jedynie naprężenia gnące .Wskazuje na to również fakt, że pękanie zawsze zaczynało się od powierzchni podziału.
Z informacji przekazanych przez wtryskownię wynikało, że cyklicznie powtarza się zablokowanie przewężki, a w wyniku tego następuje przelanie jakiegoś gniazda i następnie uchylenie formy. Jeżeli pod koniec wtrysku ciśnienie w przewężce narasta do około 110 MPa, oznacza to, że w komorze dyszy będzie jeszcze nieco większe. Z prostego rachunku wynika, że siła działająca wzdłuż osi komory o średnicy 23 mm wynosi 45,7 kN. W 8-gniazdowej matrycy mamy 8 komór, a więc sumaryczna siła zginająca matrycę (podpartą na dwóch skrajnych bokach) wyniesie 365,6 kN (36,6 T).
Dla tak określonych warunków została wykonana dla matrycy analiza MES.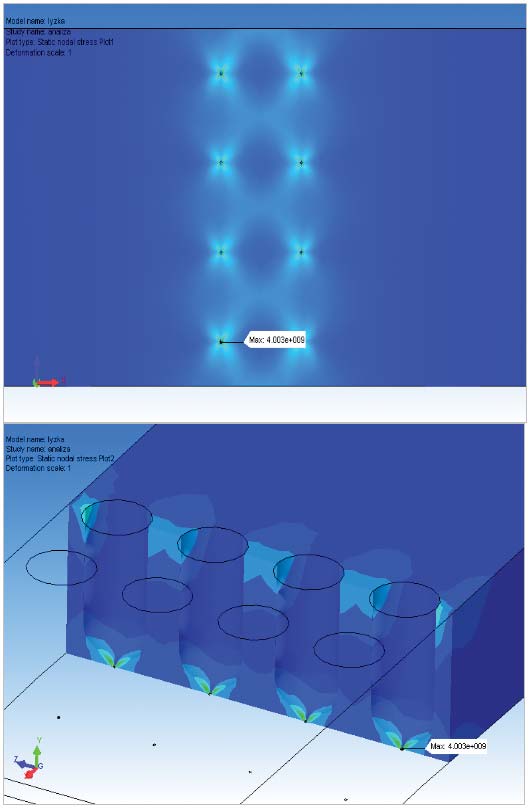 Jak widać z przeprowadzonej analizy, na krawędzi przewężki (przejście stożka w walec łysinki) generuje się ogromne naprężenie .Dla uproszczenia i skrócenia czasu obliczeń został przyjęty materiał liniowy. Dlatego wiadomo, że obliczona wartość naprężenia, równa 40 000 MPa, nie jest prawdziwa. Mimo to, na podstawie otrzymanego obrazu rozkładu naprężeń, zlokalizowano miejsce początku pękania i określono jego przyczynę.
Jak widać z przeprowadzonej analizy, na krawędzi przewężki (przejście stożka w walec łysinki) generuje się ogromne naprężenie .Dla uproszczenia i skrócenia czasu obliczeń został przyjęty materiał liniowy. Dlatego wiadomo, że obliczona wartość naprężenia, równa 40 000 MPa, nie jest prawdziwa. Mimo to, na podstawie otrzymanego obrazu rozkładu naprężeń, zlokalizowano miejsce początku pękania i określono jego przyczynę.
Rozwiązaniem problemu było znalezienie odpowiedzi na pytanie: w jaki sposób uniemożliwić pękania matrycy? Jedno z proponowanych rozwiązań polegało na zmniejszeniu siły gnącej poprzez zmniejszenie średnicy komory. Niestety, wiązało się to z koniecznością wymiany całego systemu GK, co oznaczało dodatkowe duże koszty.
Najlepszą propozycją okazał się podział matrycy na dwie części wzdłuż krótszej osi, co praktycznie uniemożliwiło jej zginanie w krytycznym przekroju.
Na podstawie przeprowadzonych analiz i postawionych wniosków narzędziownia dokonała odpowiedniej modyfikacji formy.
Powyższe przykłady potwierdzają ogromną użyteczność analitycznych programów inżynierskich dla wytwórców form. Mimo to, w wielu przypadkach zaleca się, aby na komputerowych sprawdzianach nie poprzestawać i wytworzyć prototyp formy, poddając go badaniom w warunkach planowanej eksploatacji, na ewentualność skurczu i wypaczeń. Z pewnością takie działanie pomaga minimalizować ryzyko awarii i niepowodzenia w przyszłości, dzisiaj jednak znacznie podnosi koszty. A właśnie ze względu na duże koszty i czasochłonność procesu, formy wtryskowe są atakowane przez producentów maszyn do szybkiego prototypowania. Zapowiadają oni rychły zmierzch tradycyjnych form i bezwzględną dominację w produkcji Rapid technologii, które dziś już osiągnęły swój przyczółek, chociażby na wyrobach nisko seryjnych. Póki co jednak, pozycja tradycyjnej formy wtryskowej, w głównych jej obszarach zastosowania, jest niezagrożona.
Dbałość o formy jest dziś więc jak najbardziej zrozumiała.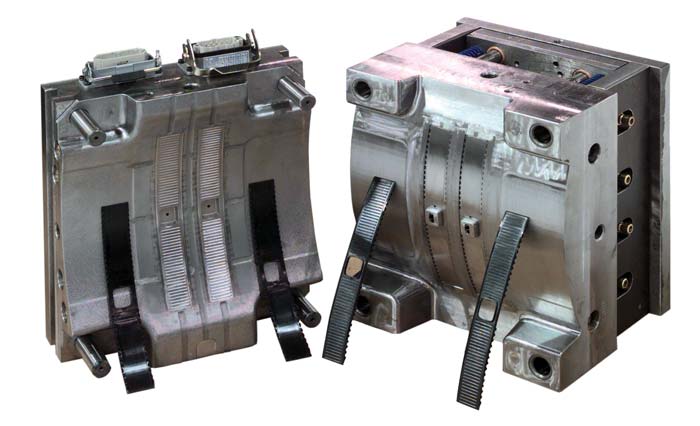
Konrad Toliński
źródła:
Jerzy Dziewulski: Wykorzystanie programów symulacyjnych do analizy stanu niesprawności form wtryskowych – przykłady z praktyki, TS Raport, Warszawa 2006
John Philip Beaumont: Runner and Gating Design Handbook. HANSER
artykuł pochodzi z wydania 5 (20) maj 2009
Czytaj także:




- start
- Poprzedni artykuł
- 1
- 2
- 3
- Następny artykuł
- koniec