






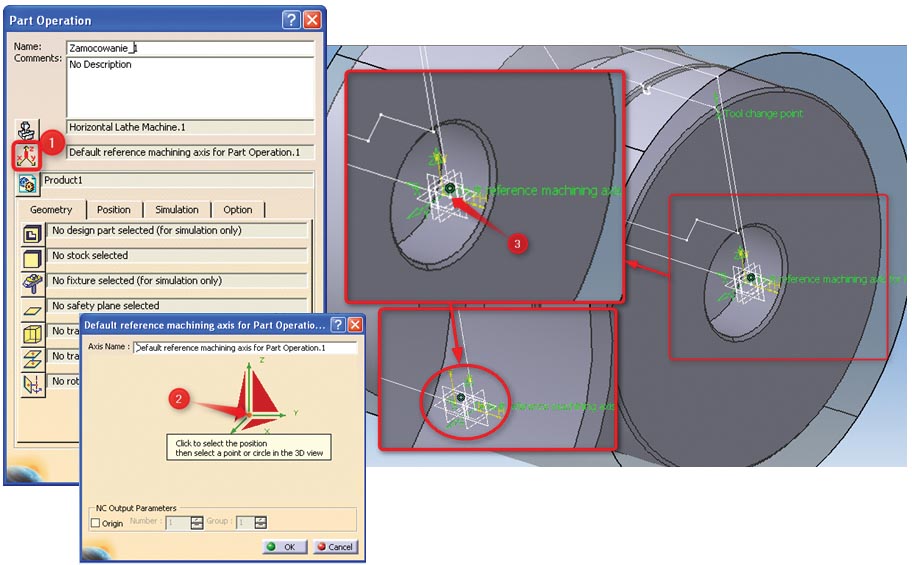
 Określenie układu współrzędnych do obróbki (rys. 7): w oknie Part Operation wybieramy Reference machining axis system i w pojawiającym się okienku klikamy na środek układu współrzędnych, który jeśli nie jest określony; jest w kolorze czerwonym. Układ współrzędnych musimy ustawić tak, aby szkice obydwu modeli znajdowały się w płaszczyźnie tworzonej przez osie ZX – w punkcie wcześniejszym w taki sposób została określona płaszczyzna obróbki. W ogólnym przypadku płaszczyzna szkiców modeli i płaszczyzna obróbki (zgodna z ustawieniami osi tokarki) muszą się pokrywać.
Określenie układu współrzędnych do obróbki (rys. 7): w oknie Part Operation wybieramy Reference machining axis system i w pojawiającym się okienku klikamy na środek układu współrzędnych, który jeśli nie jest określony; jest w kolorze czerwonym. Układ współrzędnych musimy ustawić tak, aby szkice obydwu modeli znajdowały się w płaszczyźnie tworzonej przez osie ZX – w punkcie wcześniejszym w taki sposób została określona płaszczyzna obróbki. W ogólnym przypadku płaszczyzna szkiców modeli i płaszczyzna obróbki (zgodna z ustawieniami osi tokarki) muszą się pokrywać.
Po kliknięciu na czerwonym punkcie początku układu współrzędnych, okno wyboru układu znika, a my klikamy na początek układu współrzędnych przypisanego do modelu „Pręta walcowanego”, czyli naszego półfabrykatu. Układ współrzędnych do obróbki przesunie się do zaznaczonego przez nas punktu, a układ w oknie zmieni kolor na zielony.
Przeniesienie (zaznaczenie) układu współrzędnych do obróbki z części do półfabrykatu nie wystarcza jednak do tego, aby symulacja zadziałała w sposób prawidłowy. 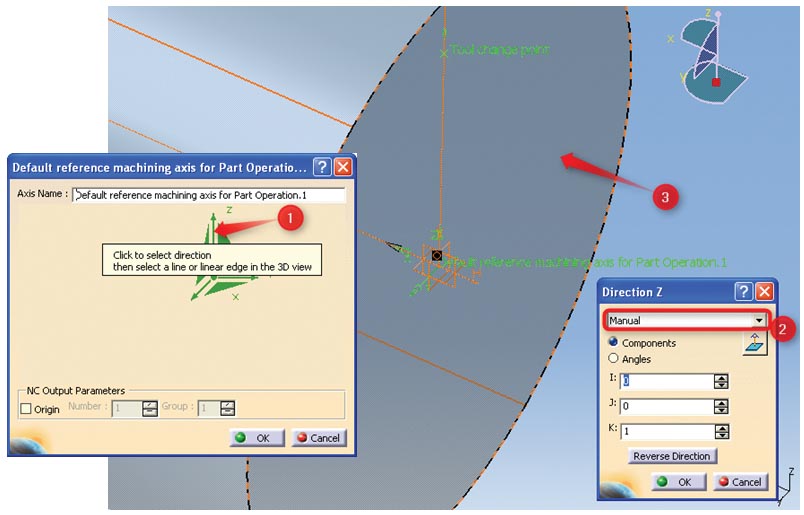 Mając w pamięci ustawienie osi obrotu wrzeciona obrabiarki i kierunek promieniowy obrotu (domyślnie ustawione przy wyborze obrabiarki) musimy zmienić orientację osi Z i X tak, aby odpowiadała ona ustalonym wcześniej kierunkom. W tym celu w oknie Default reference machining axis for Part Operation klikamy na oś Z układu odniesienia (rys. 8).
Mając w pamięci ustawienie osi obrotu wrzeciona obrabiarki i kierunek promieniowy obrotu (domyślnie ustawione przy wyborze obrabiarki) musimy zmienić orientację osi Z i X tak, aby odpowiadała ona ustalonym wcześniej kierunkom. W tym celu w oknie Default reference machining axis for Part Operation klikamy na oś Z układu odniesienia (rys. 8).
Możemy również wcześniej ukryć model części – tulei, aby widok modelu półfabrykatu był bez układu współrzędnych, należącego do części, i ustawiając w oknie kierunek Z Manual zaznaczamy powierzchnię czołową półfabrykatu.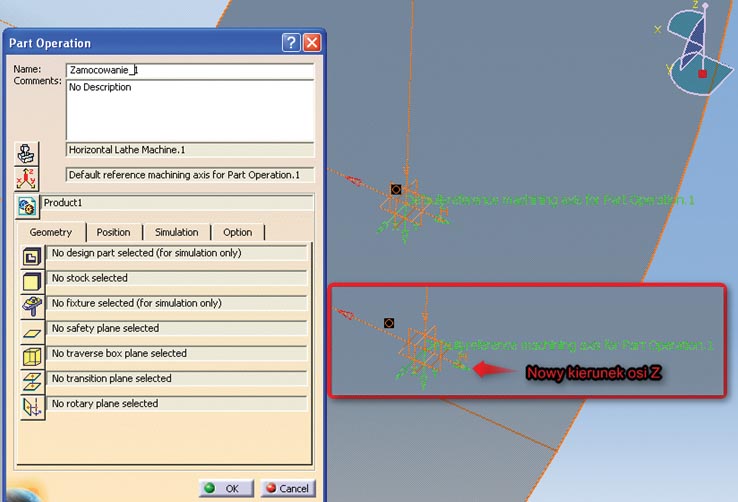 Oś Z przyjmie teraz kierunek wektora H (rys. 9), wartość wektora kierunkowego I zmieni się z „0” na „-1”, a wartość wektora kierunkowego K zmieni się z „1” na „0”. Po kliknięciu OK cały układ zmieni kolor na zielony.
Oś Z przyjmie teraz kierunek wektora H (rys. 9), wartość wektora kierunkowego I zmieni się z „0” na „-1”, a wartość wektora kierunkowego K zmieni się z „1” na „0”. Po kliknięciu OK cały układ zmieni kolor na zielony.
Pozostaje nam do zmiany kierunek osi X, gdyż szkice znajdują się w tym momencie w płaszczyźnie osi ZY (rys. 9).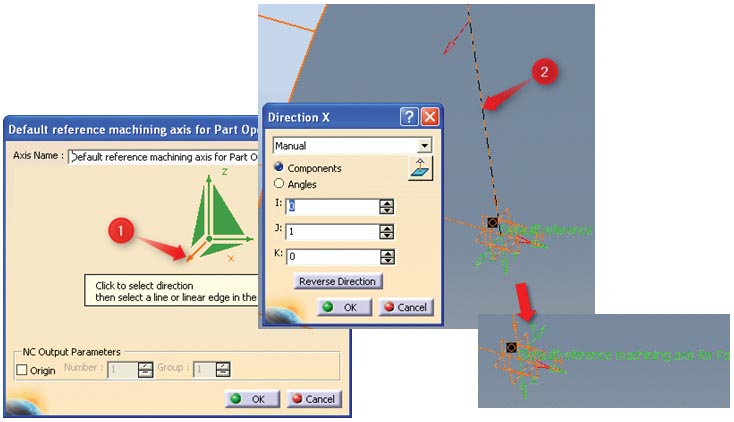 Aby zmienić kierunek osi X, w oknie Part Operation ponownie wybieramy Reference machining axis system i klikamy na zieloną oś X (rys. 10).
Aby zmienić kierunek osi X, w oknie Part Operation ponownie wybieramy Reference machining axis system i klikamy na zieloną oś X (rys. 10).
Następnie zaznaczamy pionową oś szkicu półfabrykatu i klikamy dwa razy OK, aby zaakceptować dokonane zmiany. W wyniku otrzymamy oś X o zwrocie skierowanym w dół.![]() Aby oś X była skierowana w górę należy kliknąć ponownie w ikonkę układu współrzędnych na karcie Part Operation (rys. 11), zaznaczyć zieloną oś X w okienku z układem, a następnie kliknąć Reverse Direction, co pozwoli na odwrócenie kierunku tej osi. Wartość wektora kierunkowego K zmieni wartość z „-1” na „1” (rys. 11) po kliknięciu dwa razy na OK.
Aby oś X była skierowana w górę należy kliknąć ponownie w ikonkę układu współrzędnych na karcie Part Operation (rys. 11), zaznaczyć zieloną oś X w okienku z układem, a następnie kliknąć Reverse Direction, co pozwoli na odwrócenie kierunku tej osi. Wartość wektora kierunkowego K zmieni wartość z „-1” na „1” (rys. 11) po kliknięciu dwa razy na OK. 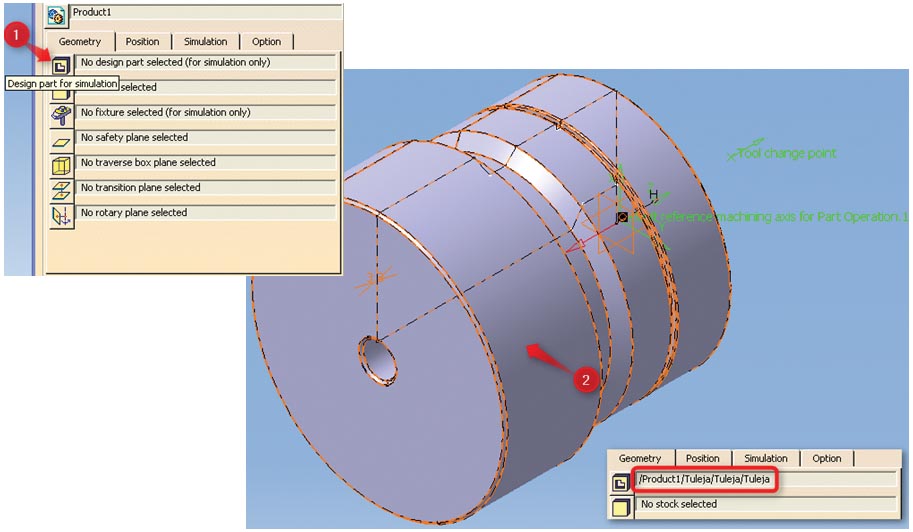 Aby dokończyć wprowadzanie ustawień dla Zamocowanie_1 należy jeszcze zdefiniować model geometryczny części i półfabrykatu do obróbki w zakładce Geometry oraz ustalić współrzędne punktu wymiany narzędzia w zakładce Position.
Aby dokończyć wprowadzanie ustawień dla Zamocowanie_1 należy jeszcze zdefiniować model geometryczny części i półfabrykatu do obróbki w zakładce Geometry oraz ustalić współrzędne punktu wymiany narzędzia w zakładce Position.
W zakładce Geometry wybieramy Design part for simulation (rys. 12). 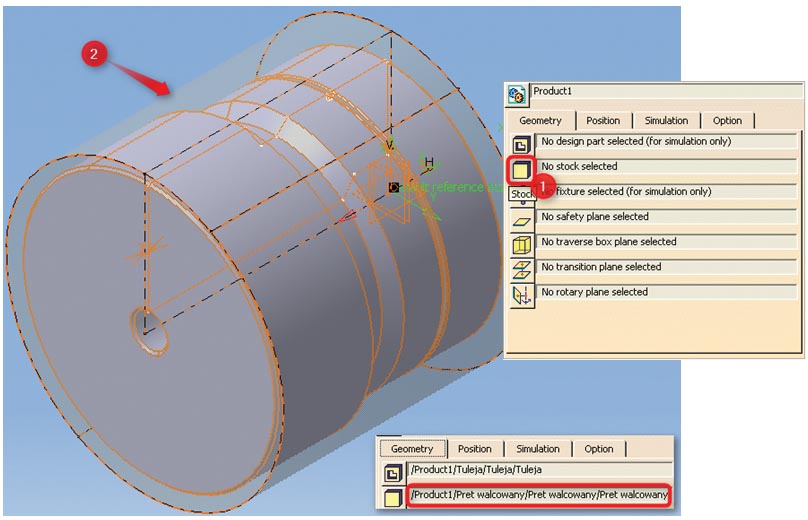 Klikamy dwa razy na modelu części lub na części w drzewku ProductList. Po wczytaniu modelu części zobaczymy ścieżkę do niej obok ikonki.
Klikamy dwa razy na modelu części lub na części w drzewku ProductList. Po wczytaniu modelu części zobaczymy ścieżkę do niej obok ikonki.
W zakładce Geometry wybieramy teraz Stock (rys. 13).
Kolejno klikamy dwukrotnie na model półfabrykatu. Po załadowaniu w oknie obok ikonki zobaczymy ścieżkę do modelu półfabrykatu.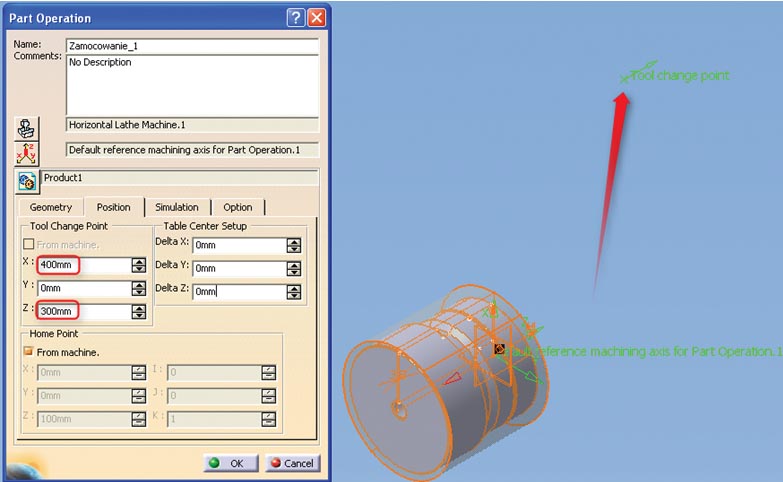 Po wykonaniu powyższych czynności, w oknie Part Operation przechodzimy na zakładkę Position, gdzie ustawimy współrzędne punktu wymiany narzędzia (domyślnie punkt ten leży na osi obrotu wrzeciona obrabiarki). Przesuwamy go poza oś obrotu i wyprowadzamy do góry, zmieniając współrzędną X oraz Z kolejno na X = 400 oraz Z = 300 (rys. 14).
Po wykonaniu powyższych czynności, w oknie Part Operation przechodzimy na zakładkę Position, gdzie ustawimy współrzędne punktu wymiany narzędzia (domyślnie punkt ten leży na osi obrotu wrzeciona obrabiarki). Przesuwamy go poza oś obrotu i wyprowadzamy do góry, zmieniając współrzędną X oraz Z kolejno na X = 400 oraz Z = 300 (rys. 14).
Po zmianie wartości zobaczymy, że punkt wymiany narzędzia przesunął się w płaszczyźnie ZX. Na koniec klikamy OK.
W ten sposób zakończyliśmy etap przygotowania modelu geometrycznego pod programowanie obróbki i etap definiowania ustawień dla pierwszego zamocowania. Możemy rozpocząć programowanie obróbki toczeniem. Zamykamy okno Part Operation, klikamy OK, a następnie zapisujemy całą naszą pracę – File-Save.
Dalszy ciąg w następnych numerach Projektowania i Konstrukcji Inżynierskich.
Adrian Stadnicki
Michał Karpiuk
Politechnika Krakowska
artykuł pochodzi z wydania Kwiecień 4 (55) 2012
Czytaj także:

 część 2 – projektowanie wyrobu")


- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec