






Technologia cięcia powinna być badana; nie stosuje się żłobienia elektropowietrznego. Musi być zapewniona czystość międzyściegowa (usuwanie szlaki, szlifowanie kolejnej warstwy). Optymalna osłona gazowa to 18% CO2 +82% argonu, przepływ 12-16 l/min z pomiarem na wylocie dyszy.
Nie wolno rozpoczynać i kończyć spawania w narożnikach, a spawacze powinni umieć rozpoczynać spawanie przez cofanie po zajarzeniu łuku oraz cofać przed zgaszeniem łuku, celem wyprowadzenia gazów z krateru. Miejsca rozpoczęcia i zakończenia spawania obowiązkowo się szlifuje. Do przetopów, zwłaszcza grubych blach, stosuje się drut miękki G4Si1, który się uplastycznia, a jeżeli jest to wymagane warstwa przetopowa musi być wycięta całkowicie. Jeśli w sczepach są pęknięcia należy je wyciąć, blachy fazowane na ostro (próg powoduje przyklejenia przy niskich energiach) do sczepiania należy podgrzewać o 30 °C więcej niż do spawania. Bez podgrzewania nie sczepiamy i nie spawamy. Spoinę można poprawiać jeden raz.
Spawarki MAG prądu zmiennego i teorie procesów cieplnych spawania
W przypadku spawania pod topnikiem czy spawania łukowego MAG, jeśli energia liniowa będzie tak duża, że t8/5 będzie równy bądź wyższy niż 100 s, to struktura SWC w okolicach linii wtopienia w dużej części będzie górnym bainitem i będzie krucha. W przypadku złącz ze stali ulepszonej cieplnie miejsca podgrzane do okolic temperatury 700 oC pod wpływem spawania utracą właściwości wynikające z ulepszenia cieplnego i staną się miękkie, w wyniku czego wytrzymałość złącza będzie niewystarczająca. Dlatego należy zaplanować energię liniową na poziomie bliskim górnej dopuszczalnej granicy. Zazwyczaj powinna ona być o 5-6 kJ/mm niższa od górnej granicy. Prędkość topnienia drutu MR podczas spawania MAG zależy od natężenia prądu I, długości wolnego wylotu elektrody L, oraz średnicy drutu d i w przybliżeniu wyraża się następującym wzorem:
MR = αI+β (L/d2) I2
gdzie α i β to współczynniki proporcjonalności.
Po prawej stronie powyższego wzoru składnik αI jest energią przepływającą z łuku do elektrody i oznacza efektywność cieplną zależną od łuku.
Składnik β (L/d2) I2 oznacza ciepło oporowe (ciepło Jula-Lenza), które zależy od natężenia prądu spawania przepływającego przez wolny wylot elektrody. Opór elektryczny wolnego wylotu elektrody, jest wprost proporcjonalny do długości wolnego wlotu elektrody L i odwrotnie proporcjonalny do przekroju elektrody π d2/4.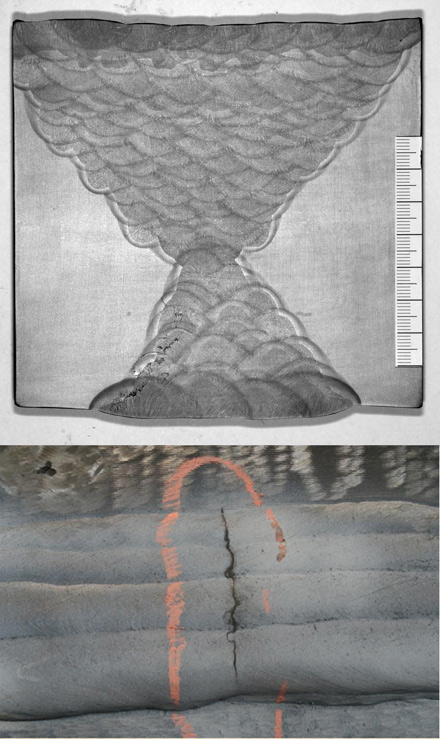
Rys. 4 Zgład i widok od dołu pęknięcia spoiny obwodowej (przetop 138 i wypełnienie 121) w bębnie o grubości g = 120 mm.
Kiedyś były tylko spawarki MAG o stałej zależnej od prądu szybkości stapiania drutu.
Dzisiaj, gdy elektronicy rozwinęli inwertorowe zasilacze prądu zmiennego niesymetrycznego 4-fazowego, przy tym samym prądzie można zmieniać szybkość podawania drutu i schładzać ciepłem topienia jeziorko spawalnicze i energia liniowa przestaje się sprawdzać w praktyce.
Rysunek 5a pokazuje, że przy tej samej energii liniowej można zmieniać strukturę i wytrzymałość złącza ze stali drobnoziarnistej. Rysunek 5b ukazuje liniową zależność spadku wytrzymałości wraz ze wzrostem energii potrzebnej na stopienie kilograma stopiwa (amerykańskie normy ASTM podają w J/funt). Na rysunku 5c pokazano, że wraz ze wzrostem ilości stopionego metalu, przy tym samym przekroju ściegu, wzrasta wytrzymałość. Daje to możliwość uzyskania słabszym drutem S960 wytrzymałości spoiny na poziomie stali S1100 lub na poziomie stali S690. Aby to robić trzeba tylko energię liniową spoin wykonywanych tradycyjnie przeliczyć na energię masową lub energię liniową podawania drutu (zamiast szybkości spawania będziemy mieli szybkość podawania drutu). Wtedy komputer spawarki może kontrolować proces spawania stali drobnoziarnistych.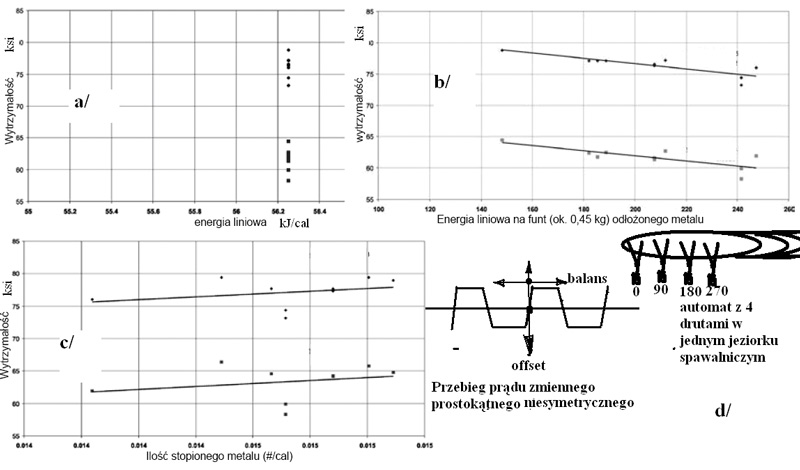
Rys. 5 Zależność wytrzymałości od energii liniowej (a), energii liniowej na funt (0,45 kg) (b), stopionego metalu (energii masowej) (c), ilości stopionego metalu przy stałym przekroju ściegu wg ASME Sec IX (ksi = 6,89 MPa) (d);
Jak pokazuje rysunek 4, przy spawaniu pod topnikiem, jeśli nie ma się do czynienia ze stalami S690, można łatwo przegrzać spoinę i doprowadzić do pęknięć. Pokazany na rysunku 5d układ czterech drutów zasilanych prądem przemiennym 4-fazowym w jednym jeziorku jest stabilny, bo gdy prąd w jednym drucie jest maksymalny drugi spada do zera i siła oddziaływająca na przewodnik z prądem równa iloczynowi prądów w drutach jest wówczas też równa zeru, i dzięki temu jeden łuk nie zdmuchuje drugiego, jak to ma miejsce w systemie 3-fazowym. Dzięki temu, gdy jeziorko z jednego drutu by krzepło, podtrzymuje go łuk elektryczny drugiego drutu, co w efekcie daje jedno duże zimne jeziorko. Jeziorko jest tak zimne, że można w suficie za jednym razem ułożyć spoinę o grubości 40 mm i ciekły metal nie ścieknie i nie rozrośnie się ziarno.
Podgrzewanie
Podgrzewanie zapobiega pęknięciom na zimno poprzez zmniejszenie prędkości chłodzenia, utwardzenie SWC, zmniejszenie odkształceń oraz zmniejszenie zawartości wodoru dyfundującego. Podgrzewanie jest ważniejsze od wyżarzania, bo jeśli powstaną mikropęknięcia – to żadna obróbka cieplna już nie pomoże. W instrukcji podgrzewania obok temperatury podgrzewania (np. 100 °C) muszą znaleźć się:
- Zakres przeprowadzania podgrzewania (zakres przeprowadzania podgrzewania na powierzchni materiału rodzimego).
- Miejsce przeprowadzania pomiaru temperatury podgrzewania.
- Metoda przeprowadzania pomiaru temperatury podgrzewania, instrument służący do pomiaru (np. termokredka, termometr stykowy, itp.).
- Metoda i instrument służący do przeprowadzania podgrzewania (np. palnik gazowy bądź podgrzewacz elektryczny).
- Podgrzewanie spoin sczepnych przeprowadzane jest w temperaturze wyższej o 30-50 °C od temperatury podgrzewania spawania właściwego.
- Podkreślenie konieczności utrzymywania temperatury podgrzewania na odpowiednim poziomie (kontrola temperatury międzyściegowej).
- Podkreślenie konieczności ponownego podgrzania do odpowiedniej temperatury w przypadku gdy np. w czasie przerwy w spawaniu temperatura złącza spadnie poniżej temperatury podgrzewania, co należy przeprowadzić przed ponownym rozpoczęciem spawania.
- Uwagi dotyczące BHP np. środków zabezpieczających przed pożarem w czasie podgrzewania, środków zabezpieczających przed oparzeniami i żarem (np. gdy temperatura podgrzewania jest wysoka).
- W przypadku np. stali ulepszanych termicznie informacje na temat górnej granicy temperatury podgrzewania.
- Wskazówki dotyczące rejestrowania temperatury podgrzewania.
- Czasu utrzymywania temperatury podgrzewania.
Sczepianie i pomocnicze spawanie montażowe
W przypadku zbyt niskiej energii liniowej spoin sczepnych prędkość wychładzania cyklu cieplnego spawalniczego będzie duża, w wyniku czego strefa wtopienia ulegnie utwardzeniu i pojawi się ryzyko wystąpienia pęknięć zimnych. Parametrem mającym duże znaczenie dla struktury spoiny jest czas chłodzenia – od 800 do 500 oC (t8/5) np. gdy spawamy grubą stal o podwyższonej wytrzymałości na rozciąganie małymi prądami, to jeśli t8/5 będzie mniejsze niż 10 s to wówczas SWC w okolicy strefy wtopienia będzie twarda i krucha, gdyż powstanie tam martenzyt, czego efektem może być powstanie pęknięć zimnych. Środkiem zapobiegawczym jest zastosowanie podgrzewania lub zwiększenie energii liniowej. W przypadku spoin sczepnych, w których konieczne jest podgrzewanie, przeprowadza się je z temperaturą wyższą o 30-50 oC niż w przypadku spawania właściwego.
W przypadku gdy energia liniowa będzie mała pojawią się takie problemy jak niedostateczne wtopienie, brak przetopu czy niewystarczająca grubość gardzieli. W przypadku sczepiania i spawania podzespołów należy zwracać uwagę na to, aby stosować przyrządy spawalnicze i napinające przeciwdziałające odkształceniom.
Pomocnicze spawanie montażowe i spawanie tabliczek informacyjnych należy wykonywać w miarę możliwości z wykorzystaniem podgrzewania wstępnego (odpowiednio do materiału rodzimego).
Stalowe elementy montażowe powinny być wykonane z niskowęglowej stali niestopowej. Aby utrzymać na niskim poziomie naprężenia własne i uniknąć rys pod spoiną, pomocnicze spawanie montażowe należy wykonywać tylko po jednej stronie lub po obu stronach wzdłuż po połowie, stronami naprzemiennie.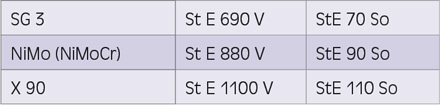
Tab. 2 Materiały dodatkowe do sczepiania
Do pomocniczego spawania montażowego należy stosować dodatki spawalnicze o niskiej wytrzymałości (z reguły G3Si1). Zrywanie pomocniczych elementów montażowych jest niedopuszczalne. Należy je usuwać przez przeszlifowanie spoiny mocującej i lekkie uderzenia młotkiem w element montażowy, bądź usunięcie spoiny w dostatecznym odstępie od właściwego elementu konstrukcyjnego. Pozostałości należy następnie usunąć przez zeszlifowanie.
Do sczepiania na stalach drobnoziarnistych o dużej wytrzymałości należy stosować dodatki spawalnicze o niższym stopniu wytrzymałości (tabela 2).
Ryszard Jastrzębski
SKM Złotów
Ryszard Karcz
Vlassenroot Polska sp. z o.o
Andrzej Kloc
Severt Polska, Gorlice
doc Wojciech Kiełczyński
Politechnika Gdańska
Literatura
/1/ Loic Verwaerde, Rajeev Katiyar: Wpływ sterowania charakterystyką prądu na kształt spoiny i własności mechaniczne stopiwa. Przegląd Spawalnictwa nr 7-8.2009, str.18-23
/2/ R. Jastrzębski: Spawanie stali drobnoziarnistych na przykładzie platform wiertniczych stadionów i hal widowiskowo-sportowych. Projektowanie i Konstrukcje Inżynierskie, 3.2012 str. 44-51
/3/Niemieckie Stowarzyszenie Spawalnicze DVS: „Kwalifikowanie technologii w konstrukcyjnym budownictwie inżynierskim”, wrzesień 2009
/4/ Liebherr: Norma zakładowa nr ISR B 010, wersja 017 kod 983951108
/5/ PN-EN ISO 14731: Nadzorowanie spawania, zadania i odpowiedzialność
/6/ PN-EN 1011-2 Wytyczne dotyczące spawania metali. Część 2 Spawanie łukowe stali ferrytycznych.
/7/ R. Jastrzębski: „Projektowanie spoin we współczesnych technikach spawania” Projektowanie i Konstrukcje Inżynierskie, marzec 2010, str 14-21
artykuł pochodzi z wydania 7/8 (70/71) lipiec/sierpień 2013
Czytaj także:



- start
- Poprzedni artykuł
- 1
- 2
- 3
- Następny artykuł
- koniec