






Strona 2 z 3
Dla każdego elementu obrabianego, obróbka zgrubna będzie wyglądać inaczej. W przypadku niewielkiej kostki wykonamy kilka prostych zabiegów, patrząc jednak na odlew czy element spawany mamy większe pole manewru. Starajmy się jednak pamiętać, że jest to obróbka zgrubna i nie komplikować jej za bardzo. 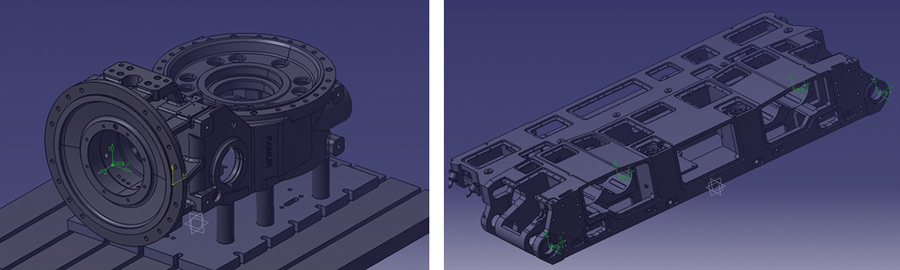
Rys. 6 Obróbka z wykorzystaniem jednej bazy i obróbka z kilkoma niezależnymi bazami
Jeżeli chodzi o obróbkę wykańczającą to jest to ostateczna faza procesu. Po jej wykonaniu otrzymujemy efekt finalny. Głównym celem tej części procesu jest wykonanie elementu w jak najwyższej jakości, zgodnie z założeniami konstrukcyjnymi, oczywiście w możliwie krótkim czasie. Pamiętajmy, że po obróbce wykańczającej nie ma już możliwości wykonania żadnych poprawek. Tylko jak ją wykonać by nie popełnić jakiegoś błędu? Podobnie jak obróbkę zgrubną możemy ją wykonać na różne sposoby, wszystko zależy głównie od możliwości obrabiarki i założeń konstrukcyjnych obrabianego elementu. Mając możliwość toczenia, wytaczania, frezowania, rozwiercania i całą gamę innych zabiegów, jak wybrać odpowiedni, który spełni nasze oczekiwania i wykona proces zgodny z dokumentacją?
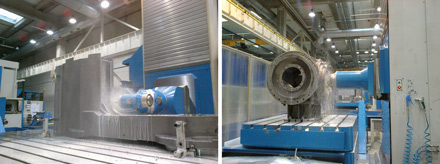
Rys. 7 Przykład obróbki głowicą kątową oraz frezowania na dużym wysięgu za pomocą podtrzymki
Zaczynamy jak zawsze od dobrania odpowiedniego zamocowania części obrabianej. Najlepszym rozwiązaniem byłoby zamocować przedmiot w taki sposób, który umożliwiłby obróbkę wszystkich płaszczyzn jednocześnie, lesz niestety nie jest to możliwe. Przede wszystkim trzeba wybrać osie i płaszczyzny współpracujące ze sobą, i pod tym kątem ustawić obróbkę.
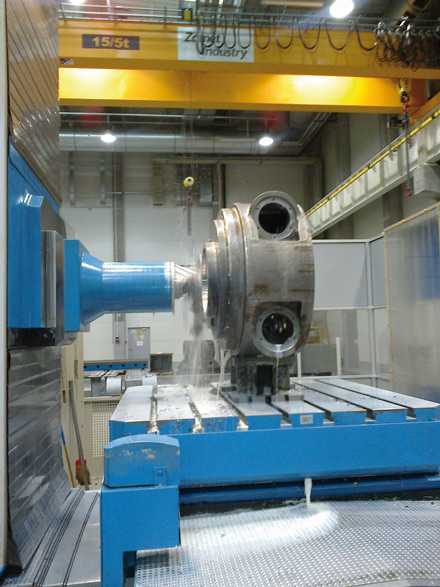
Rys. 8 Frezowanie płaszczyzn w obróbce wykańczającej
Jeżeli obrabiamy tylko jedną płaszczyznę błąd pozycji obróbki jest wtedy bardzo mały, ale jeżeli pracujemy w kilku płaszczyznach jednocześnie, to błąd proporcjonalnie się zwiększa. Nadal jest to bardzo mały błąd, przeważnie rzędu kilku mikronów, ale doliczając błąd ustawienia głowicy wysuwu narzędzia i samego narzędzia, może mieć to wpływ na jakość wykonania elementu. Czasami warto ustawić kilka punktów bazowych i obrabiać płaszczyzny i otwory niezależnie. Wpłynie to na pewno - w niewielkim stopniu - na czas obróbki, ale przy detalach o dużych gabarytach pozwoli na łatwe niwelowanie różnic.
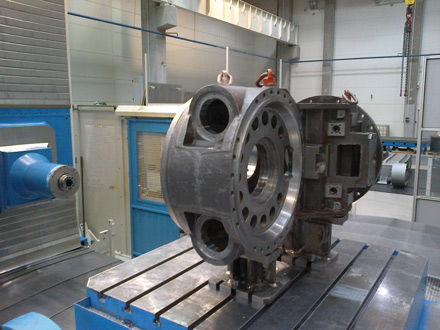
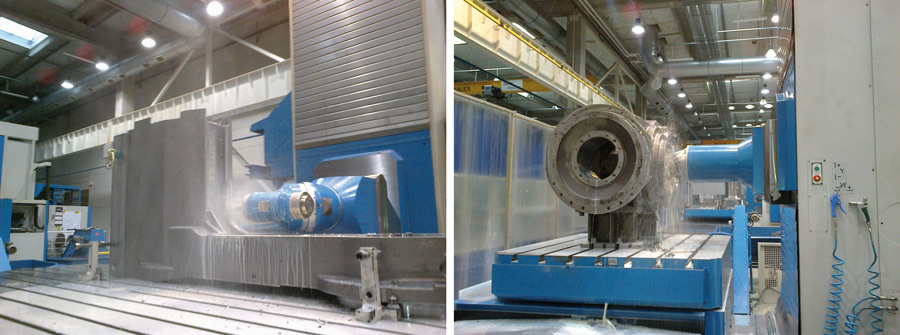
Rys. 9 Zamocowanie detalu umożliwiające obróbkę wszystkich zależnych otworów, po obrocie stołu
Jeżeli chodzi o obróbkę wykańczającą to jest to ostateczna faza procesu. Po jej wykonaniu otrzymujemy efekt finalny. Głównym celem tej części procesu jest wykonanie elementu w jak najwyższej jakości, zgodnie z założeniami konstrukcyjnymi, oczywiście w możliwie krótkim czasie. Pamiętajmy, że po obróbce wykańczającej nie ma już możliwości wykonania żadnych poprawek. Tylko jak ją wykonać by nie popełnić jakiegoś błędu? Podobnie jak obróbkę zgrubną możemy ją wykonać na różne sposoby, wszystko zależy głównie od możliwości obrabiarki i założeń konstrukcyjnych obrabianego elementu. Mając możliwość toczenia, wytaczania, frezowania, rozwiercania i całą gamę innych zabiegów, jak wybrać odpowiedni, który spełni nasze oczekiwania i wykona proces zgodny z dokumentacją?
Rys. 7 Przykład obróbki głowicą kątową oraz frezowania na dużym wysięgu za pomocą podtrzymki
Zaczynamy jak zawsze od dobrania odpowiedniego zamocowania części obrabianej. Najlepszym rozwiązaniem byłoby zamocować przedmiot w taki sposób, który umożliwiłby obróbkę wszystkich płaszczyzn jednocześnie, lesz niestety nie jest to możliwe. Przede wszystkim trzeba wybrać osie i płaszczyzny współpracujące ze sobą, i pod tym kątem ustawić obróbkę.
Rys. 8 Frezowanie płaszczyzn w obróbce wykańczającej
Jeżeli obrabiamy tylko jedną płaszczyznę błąd pozycji obróbki jest wtedy bardzo mały, ale jeżeli pracujemy w kilku płaszczyznach jednocześnie, to błąd proporcjonalnie się zwiększa. Nadal jest to bardzo mały błąd, przeważnie rzędu kilku mikronów, ale doliczając błąd ustawienia głowicy wysuwu narzędzia i samego narzędzia, może mieć to wpływ na jakość wykonania elementu. Czasami warto ustawić kilka punktów bazowych i obrabiać płaszczyzny i otwory niezależnie. Wpłynie to na pewno - w niewielkim stopniu - na czas obróbki, ale przy detalach o dużych gabarytach pozwoli na łatwe niwelowanie różnic.
Rys. 9 Zamocowanie detalu umożliwiające obróbkę wszystkich zależnych otworów, po obrocie stołu