






Dedykowany moduł inżynierii odwrotnej jest całkowicie zintegrowany z systemem CAD/CAM/CAE, co oznacza, że chmurę punktów można załadować bezpośrednio z ramienia pomiarowego lub z zewnętrznego pliku i wygenerować odpowiednią, zoptymalizowaną siatkę, powierzchnię i finalnie bryłę 3D, przy użyciu specjalnych narzędzi. Elementem wyjściowym w opisywanym przykładzie jest aluminiowy listek róży wykonany metodą odlewania ciśnieniowego (Rys. 1). Na podstawie fizycznego detalu odtworzono powierzchnię liścia, co z kolei umożliwiło zaprojektowanie, a następnie wykonanie tłocznika do jego produkcji seryjnej. Wszystkie opisywane czynności wykonane zostały w programie VISI CAD/CAM/CAE, który dedykowany jest do projektowania i wytwarzania form wtryskowych oraz tłoczników.
Dawid Malisz

Rys. 1 Wyjściowy model liścia
Skan powierzchni detalu wykonany został przy użyciu ramienia pomiarowego wyposażonego w głowicę skanującą.
Wstępnej filtracji danych można dokonywać jeszcze w trakcie, lub już po zakończeniu skanowania – pozwala to na znaczne zredukowanie liczby punktów w otrzymywanym zbiorze.
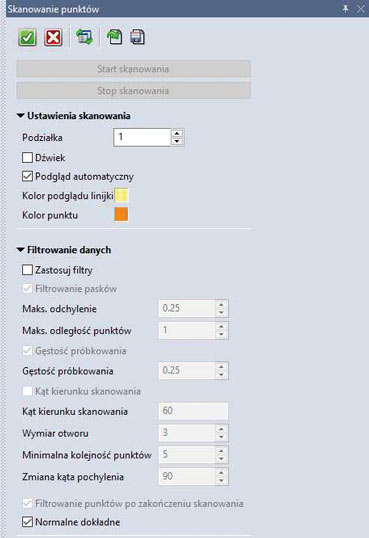
Rys. 2 Okno dialogowe skanowania
Pierwotna chmura punktów została najpierw zoptymalizowana przy użyciu polecenia Filtrowanie Punktów. Pozwoliło to usunąć powstałe szumy oraz podzielić oryginalną chmurę na podstawie kryterium minimalnej odległości pomiędzy punktami (Rys, 3).
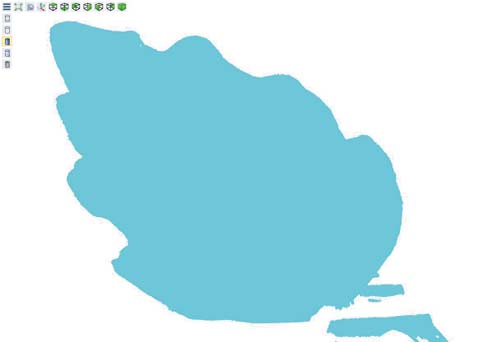
Rys. 3 Chmura punktów
W kolejnym kroku chmurę punktów zamieniono na siatkę (Rys. 4).
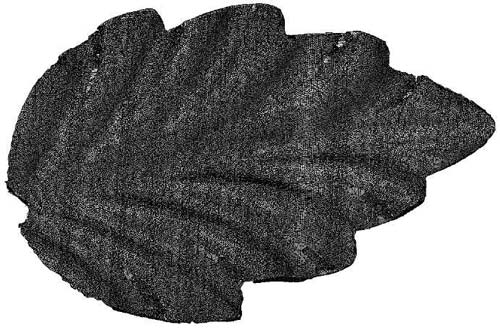
Rys. 4 Siatka MESH
Po wskazaniu chmury, system analizuje oraz automatycznie wybiera najlepsze parametry, jako domyślne, do utworzenia siatki mesh. Na etapie tworzenia siatki możemy określić średnią odległość pomiędzy punktami – im mniejsza wartość tym liczba trójkątów w siatce wzrasta, ale redukcja szumów jest mniej efektywna. Zmieniając parametr maksymalny rozmiar trójkąta, możemy wypełnić przerwy w siatce; wartość 1.5 mm oznacza, że przerwy nie większe niż 1,5 mm zostaną wypełnione automatycznie (Rys. 5).
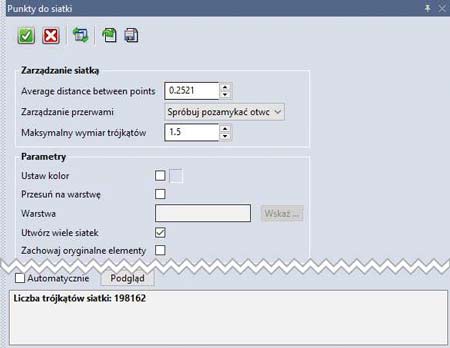
Rys. 5 Okno dialogowe zamiany punktów do siatki
Wstępnie utworzona siatka została następnie poprawiona poleceniami Wygładzanie Siatki oraz Rafinowanie Siatki – co zlikwidowało ostre krawędzie oraz oscylację o wysokiej częstotliwości. Zastosowane zostały zalecane i domyślne wartości do wygładzania siatki, tak aby maksymalnie zachować jej oryginalną krzywiznę (Rys. 6, 7).
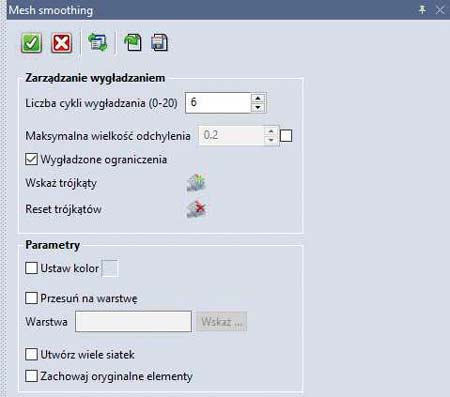
Rys. 6 Okno dialogowe wygładzania siatki

Rys. 7 Naprawiona siatka MESH
W następnym etapie utworzono powierzchnię na podstawie wygenerowanej siatki. Do realizacji tego celu wykorzystano komendę Kreatora Siatki, która kolejno: rysuje „ruszt” o określonym skoku, następnie rzutuje go na siatkę tworząc krzywe powierzchniowe i finalnie generuje małe fragmenty powierzchni obudowując cały element (Rys. 8, 9, 10).
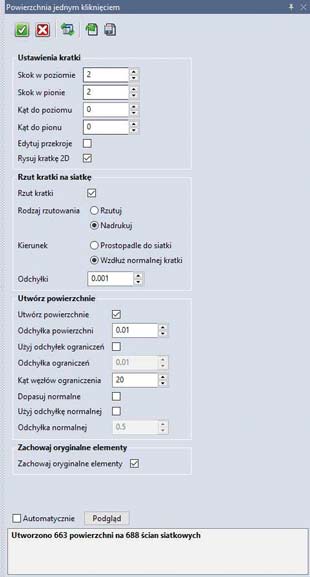
Rys. 8 Kreator tworzenia powierzchni
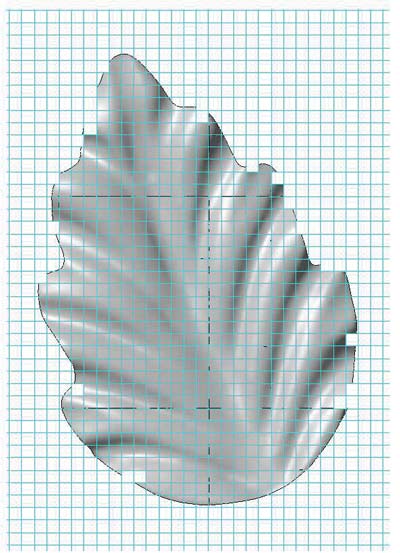
Rys. 9 Etap tworzenia powierzchni
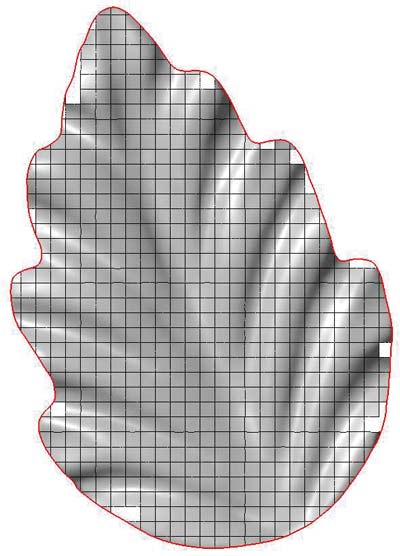
Rys. 10 Częściowo utworzona powierzchnia
Brakujące fragmenty zostały zamodelowane przy użyciu polecenia Powierzchnia Automatyczna, która w oparciu o wskazane krzywe, dobiera automatycznie jedną z dostępnych metod i tworzy powierzchnię. W naszym przypadku wykorzystano krawędzie sąsiadujących powierzchni oraz krzywą zaokrąglającą, która jest styczna do sąsiadujących elementów w wybranym punkcie. Ten sposób domykania powierzchni sprawia, że styczność pomiędzy sąsiadującymi elementami zostaje zachowana, co korzystnie wpływa na wygląd finalnego wyrobu (Rys. 11).
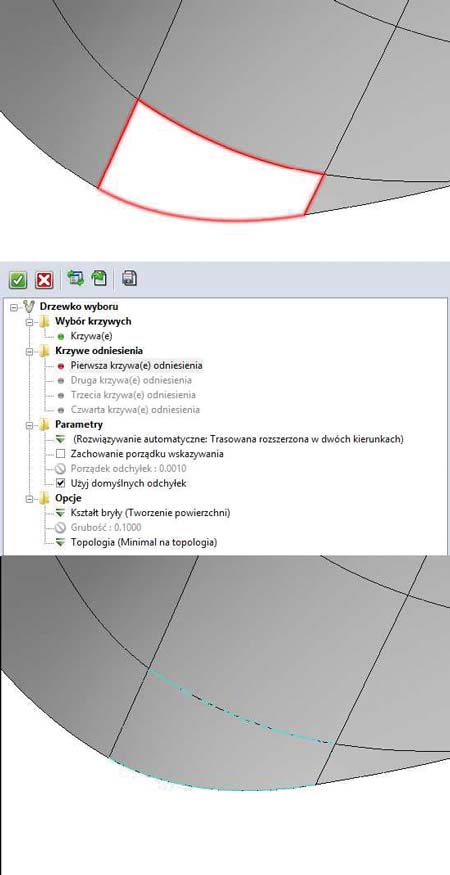
Rys. 11 Domykanie powierzchni (trzy zrzuty)
Po całkowitym domknięciu powierzchni kształt stempla został doprowadzony do łatwej w wykonaniu geometrii, jednocześnie z maksymalnym zachowaniem styczności, tak aby krawędź tłoczonego detalu nie różniła się nagłą zmianą krzywizny (Rys. 12).
Rys. 12 Powierzchnia podziału
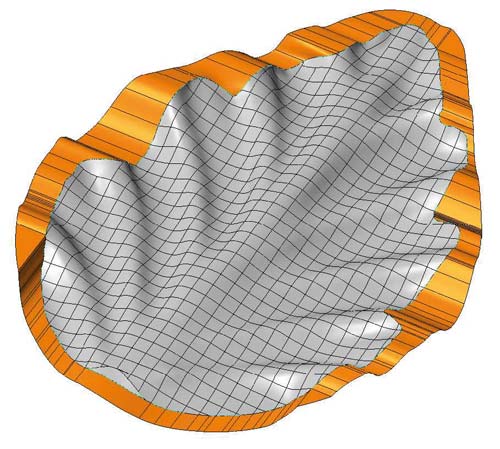
W kolejnym etapie projektowania, z gotowej powierzchni stemplowej utworzono bryłę stempla. Ze względu na obecność wielu drobnych fragmentów ścian, krzywa obrysu powierzchni pomarańczowej ma wiele nadmiarowych węzłów, narożników oraz punktów sklejania, w wyniku czego powstała przez wyciągnięcie powierzchnia boczna stempla nie jest ujednorodniona. Żeby temu zapobiec należy reparametryzować krzywą obrysu (Rys. 13), co usunie nadmiarowe połączenia, w wyniku czego wyciągana powierzchnia będzie gładka (Rys. 14).
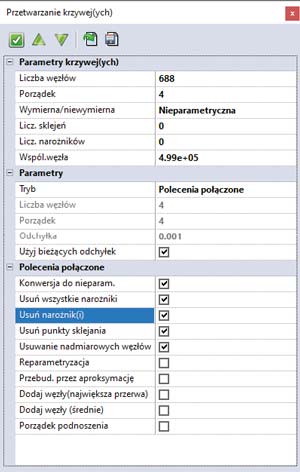
Rys. 13 Reparametryzacja krzywej
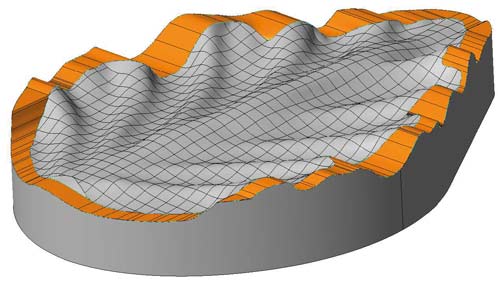
Rys. 14 Model bryłowy stempla
W kolejnym kroku wygenerowana została powierzchnia górna, przy użyciu polecenia Duże odsunięcie. Polecenie to odsuwa wybraną powierzchnię o daną wartość. Liczba punktów w osi X oraz Y definiuje w praktyce dokładność generowanej powierzchni. Wartość L.punktów x=250, y=250 określa, że funkcja w osi X, Y wskazanej powierzchni, próbkuje na niej 250 punktów, podnosi je o wartość 1,5 mm i odtwarza odpowiednią powierzchnię (Rys. 15).
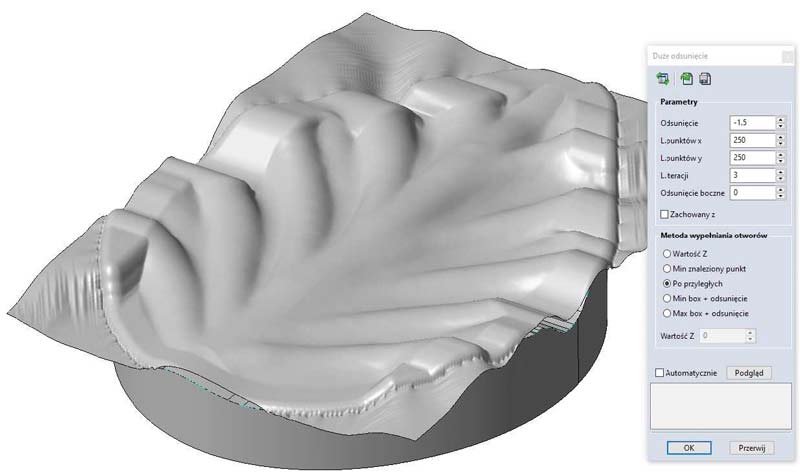
Rys. 15 Powierzchnia matrycowa
Po odpowiednim docięciu wygenerowanej powierzchni utworzony został gotowy model bryłowy detalu (Rys. 16), na podstawie którego obliczony zostanie wykrój oraz wykonany zostanie projekt tłocznika i wykrojnika.

Rys. 16 Model bryłowy liścia
Aby prawidłowo wykonać element tłoczony należy w pierwszej kolejności obliczyć jego „wykrój” – rozmiar i kształt płaskiego arkusza blachy, który będzie wykorzystywany do wykonania finalnego detalu. Czynności te można wykonać przy wykorzystaniu modułu VISI Blank, który na podstawie wskazanego detalu 3D, zadanych parametrów oblicza blank-wykrój, jednocześnie wskazując występujące siły, maksymalne pogrubienie, obszary narażone na pofałdowanie/przerwanie itp. Algorytm bazuje na metodzie elementów skończonych oraz umożliwia wygenerowanie raportu tłoczenia. W tym przypadku tłoczenie jest swobodne, więc nie zastosowano dodatkowych wiązań lub płyty dociskowej. Korzystanie z tego modułu zapewnia zminimalizowanie zużycia materiału na element wejściowy do tłoczenia, a co za tym idzie zmniejsza zakres dodatkowych obróbek czy liczbę operacji wykończeniowych. Kształt wykroju o dokładności około 1% elementu końcowego obliczany jest w przeciągu kilku minut.
Model tłocznika (Rys. 17), wykrojnika wraz z dokumentacją techniczną został wykonany w środowisku VISI, a elementy katalogowe, takie jak słupy, śruby, tuleje, kołki itd. zostały wstawione z wbudowanych bibliotek elementów znormalizowanych.
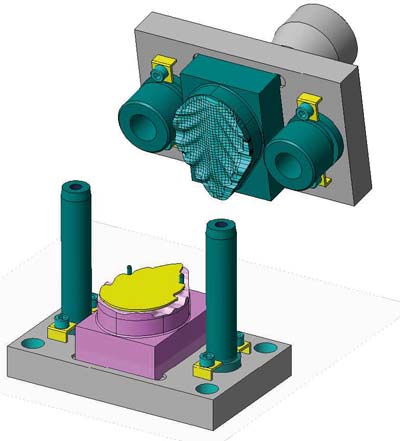
Rys. 17 Model zaprojektowanego tłocznika
Całość obróbki frezowania oraz wycinania drutowego wykonana została w VISI przy użyciu modułów do frezowania i PEPS Wire do wycinania drutowego. Rozpoznawanie geometrii modelu pozwoliło na automatyczne wykrycie otworów, gwintów, kieszeni oraz profili wykorzystywanych później do tworzenia ścieżek frezowania i cykli wiercenia (Rys. 18, 19, 20).
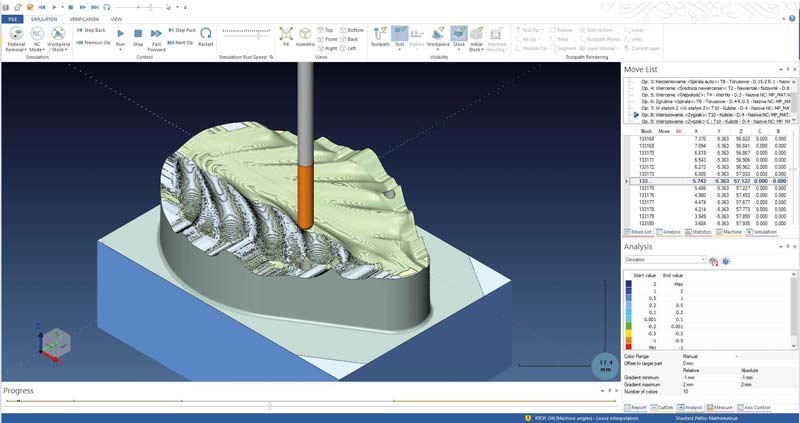
Rys. 18 Symulacja kinematyczna frezowania
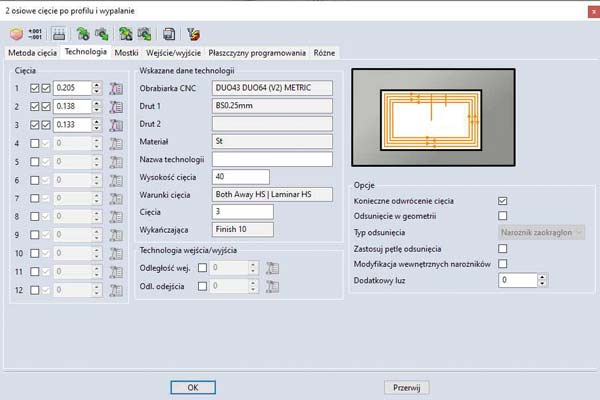
Rys. 19 Ustawienia technologii wycinania drutowego
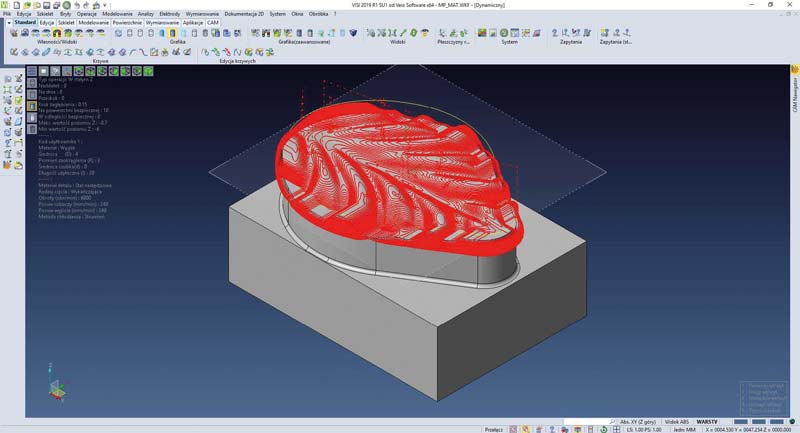
Rys. 20 Frezowanie stempla
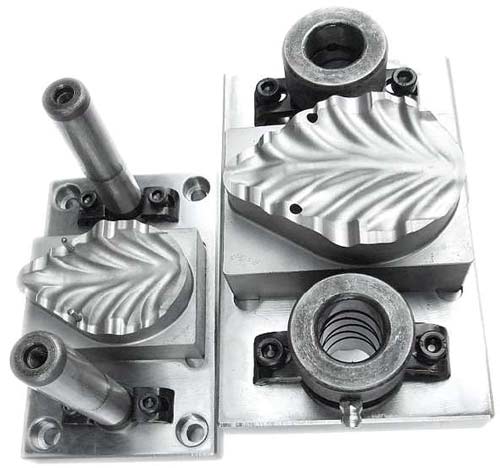
Rys. 21 Zdjęcie wykonanego i złożonego tłocznika
Całość projektu począwszy od wykonania skanu 3D poprzez optymalizację chmury punktów, utworzenie siatki, powierzchni, bryły, projektu tłocznika, aż do zaprogramowania obróbki w module CAM została wykonana w systemie VISI przy współpracy firm:
- VERASHAPE (Dawid Malisz) – skanowanie, cyfrowa obróbka chmur punktów oraz tworzenie powierzchni,
- P.W. PiN (Sebastian Mastalerz) – modelowanie narzędzi, obróbka konwencjonalna, cieplna i elektroerozyjna,
- NTF (Michał Mastalerz) – opracowanie technologii obróbczych, obróbka CNC, montaż i testy.
Dawid Malisz
Ten adres pocztowy jest chroniony przed spamowaniem. Aby go zobaczyć, konieczne jest włączenie w przeglądarce obsługi JavaScript.
artykuł pochodzi z wydania 9 (144) wrzesień 2019
")


