






Wyoblanie to proces kształtowania z plastycznego krążka blachy polegający na wywieraniu miejscowego nacisku na materiał przez narzędzie (najczęściej rolkę wyoblającą, rzadziej wyoblak). Materiał jest stopniowo obkładany na wzorniku poprzez wielokrotne przejścia narzędzia, bez zamierzonego pocienienia ścianki.
Tadeusz Drenger, Łukasz Nowacki, Tomasz Gądek,
Sławomir Frąckowiak, Marek Pawlicki
Na rysunku 1 przedstawiono schemat procesu wyoblania. Na początku procesu materiał – krążek blachy (3) jest umieszczony na trzpieniu centrującym (5). Następnie dociskacz (6) przesuwa się do materiału wyjściowego, który zostaje zaciśnięty pomiędzy wzornikiem (2) a dociskaczem. Po włączeniu maszyny wrzeciono (1), na którym zamontowany jest wzornik (2) obraca się razem z materiałem i dociskaczem. Następnie rolka wyoblająca (4) dociskana jest do obracającego się krążka blachy i obracając się stopniowo kształtuje materiał na wzorniku.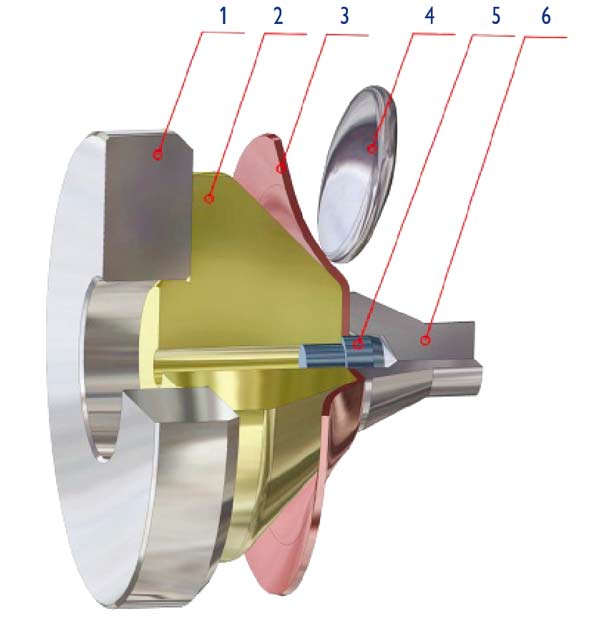
rys. 1
Zgniataniem obrotowym nazywamy proces kształtowania plastycznego materiału wyjściowego w postaci krążka blachy lub wytłoczki cylindrycznej polegający na wywieraniu miejscowego nacisku na materiał przez rolki zgniatające. W procesie tym zachodzi zamierzone pocienienie ścianki spowodowane przez ustawioną szczelinę pomiędzy wzornikiem a rolkami. Pocienienie to uzależnione jest od rodzaju materiału i typu procesu. 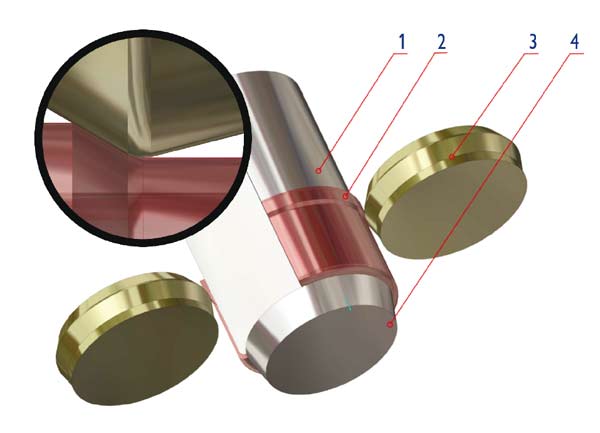
rys. 2
Na rysunku 2 przedstawiono schemat procesu zgniatania wydłużającego współbieżnego. Na początku procesu wytłoczka cylindryczna (2) jest zakładana na wzornik (1). Następnie dosuw dociskacza (4) powoduje zaciśniecie materiału pomiędzy wzornikiem a dociskaczem.
Po włączeniu maszyny, wrzeciono, na którym zainstalowany jest wzornik, obraca się razem z materiałem i dociskaczem. Kolejno, następuje dojazd rolki (3) do czoła wytłoczki. Dalszy ruch odbywa się wzdłuż osi wzornika, a w wyniku kontaktu rolek z obracającym się materiałem zaczynają się one obracać.
W Instytucie Obróbki Plastycznej w Poznaniu prowadzono w latach 2008-2010 badania w zakresie technologii kształtowania obrotowego i tłoczenia wyrobów z trudno odkształcalnego materiału Inconel 625. Badania procesu przeprowadzono w nowoczesnym gnieździe badawczym, w skład którego wchodzą m.in. zgniatarka obrotowa MZH – 400 oraz wyoblarko-zgniatarka MZH – 500.
Maszyny te posiadają nowoczesne sterowanie numeryczne CNC i są wyposażone w specjalistyczne sterowniki oraz programy sterujące, przy pomocy których trajektorie ruchu rolek kształtujących są na bieżąco optymalizowane w procesie badawczym.
Tabela 1
Inconel 625 jest materiałem trudno odkształcalnym; charakteryzuje się dużą podatnością do umocnienia podczas kształtowania metodami obróbki plastycznej. Skład chemiczny stopu podano w tabeli 1. Według lotniczej normy materiałowej SAE AMS 5599F, stop ten powinien charakteryzować się minimalną granicą plastyczności 415 MPa i wytrzymałością na rozciąganie 850 MPa oraz wydłużeniem do zerwania min. 30%.
Procesy technologiczne stosowane w produkcji elementów silników lotniczych z Inconelu 625 składają się z wielu operacji m.in.: gięcie, płytkie tłoczenie, zwijanie, rozpęczanie, spawanie. Powoduje to, że koszty produkcji są wysokie. Występują także duże wymagania dotyczące kontroli wyrobów w czasie procesu produkcyjnego. Wprowadzenie kształtowania obrotowego do wykonywania części lotniczych jest uzasadnione, ponieważ elementy silników nie są produkowane wielkoseryjnie.
Miejscowy styk narzędzi z kształtowanym materiałem w procesie zgniatania obrotowego i wyoblania powoduje, że siły występujące w tych procesach są znacznie mniejsze niż w procesie tłoczenia. Wprowadzenie dodatkowo miejscowego podgrzewania materiału w trakcie kształtowania rozszerza możliwości stosowania wyżej wymienionych technologii kształtowania obrotowego na materiały trudno odkształcalne ze względu na możliwość uzyskania większych odkształceń plastycznych przy mniejszych nieprężeniach w gotowym wyrobie.
- start
- Poprzedni artykuł
- 1
- 2
- 3
- Następny artykuł
- koniec