






Strona 1 z 3
O trwałości narzędzi decyduje głównie warstwa wierzchnia, która w wyniku zastosowania rożnych procesów technologicznych może mieć grubość rzędu od 1 μm do kilku milimetrów. Stan warstwy wierzchniej decyduje o własnościach tribologicznych. Natomiast w przypadku obciążeń mechanicznych nadzwyczaj ważną rolę odgrywa podłoże, jego przygotowanie oraz wzajemne korelacje pomiędzy warstwą wierzchnią a podłożem.
Michaił Ignatiev, Volf Leszczynski, Hanna Wisniewska-Weinert,
Jacek Borowski, Tomasz Wiśniewski
Wraz z postępującym procesem zużycia narzędzi [1] pogarsza się jakość wyrobu. Z drugiej strony udział kosztów narzędzi w całkowitym koszcie wytworzenia wyrobu często osiąga wielkość 30%. Z tego względu w narzędziach do kucia stosuje się wymienne wkładki, których powierzchnia jest zwykle pokrywana metodą CVD/PVD [2]. Dopuszczalne wielkości zmian wymiarowych narzędzi zależą od klasy dokładności kształtowania wyrobów. Powtarzalne cykle produkcyjne wpływają na zmiany wymiarowe narzędzi spowodowane ich zużyciem m.in. takim czynnikiem jak lokalny wzrost temperatury [3].
Środki smarujące zapobiegają zatarciu i powodują zachowanie integralności narzędzi i materiału obrabianego [4]. Jednak najczęściej stosowane jako środek smarny stearynian fosforu i olej o różnej lepkości, nie eliminują naprężeń ścinających na styku współpracujących elementów. W badaniach realizowanych w Instytucie Obróbki Plastycznej wykazano, że nanocząstki MoS2 i WS2 posiadają unikalne właściwości tribologiczne [5]. Metoda dostarczania nanocząstek o bardzo dobrych właściwościach smarujących, w sposób ciągły, do obszaru współpracujących elementów, została po raz pierwszy zastosowana w narzędziach kuźniczych do kształtowania elementów na zimno (podczas realizacji projektu EUROSTARS o akronimie NERGFORT). Została opracowana idea implementowania grafenopodobnych nanocząstek smarów stałych (MoS2 i WS2) na powierzchnię narzędzi (specjalne mikrozagłębienia w pewnych obszarach na powierzchni narzędzi). Powoduje to powolne uwalnianie na powierzchnię tych nanocząstek i, zgodnie z założeniami, zmniejsza współczynnik tarcia i zużycie materiału [6]. Powstaje cienki film na styku elementów współpracujących.
W celu wykonania mikrozagłębień na nanocząstki smaru stałego, smarujących powierzchnie narzędzi, zastosowano metodę grawerowania laserowego, pozwalającą na wykonanie dokładnych mikrozagłębień i ich odpowiedniej geometrii (głębokość średnica, szerokość i kształt).
W pierwszych próbach badań zastosowano wysokoenergetyczny pulsacyjny laser włóknowy domieszkowany iterbem do wykonania mikrokanalików. Laser miał następujące parametry: długość fali 1,06 μm; średnia moc 10-50 W; częstotliwość impulsu 20-200 kHz; energia impulsu 2 mJ; optymalny czas trwania impulsu 120 ns; punkt ogniskowy 20 μm. Parametry te pozwoliły na formowanie dokładnej sieci mikrokanalików o następujących typowych wymiarach zagłębień: średnica 20-50 μm i głębokości 5-10 μm (rys. 1).

Rys. 1 Struktury mikrokanalika wytworzonego przez laser włóknowy domieszkowane iterbem dla impulsu lasera o czasie trwania 120ns i energii 2 mJ
Główną przeszkodą w uzyskaniu właściwych mikrokanalików jest twardy stopiony metal zarówno na dnie, jak i blisko granicy mikrokanalików. Wymaga to dodatkowych operacji technologicznych np. polerowania powierzchni narzędzi. Dlatego zmieniono układ laserowy i zmniejszono czas trwania impulsu z 120 ns do 15 ns. Nowy układ laserowy miał maksymalną energię impulsu 15 mJ. Eksperymentalnie zoptymalizowano parametry wytwarzania mikronakanalików metodą laserową: zmienne parametry obejmowały prędkość skanowania i energię impulsu. 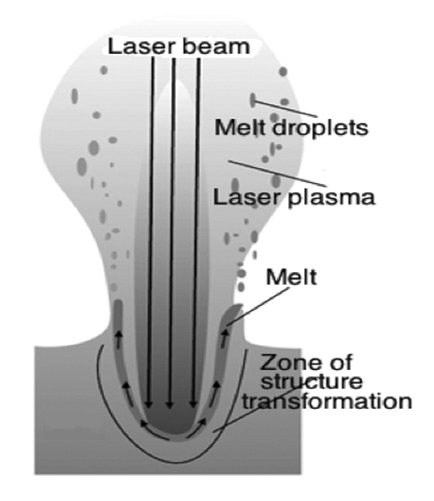
Rys. 2 Ogólny schemat interakcji wiązki laserowej z materiałem
- start
- Poprzedni artykuł
- 1
- 2
- 3
- Następny artykuł
- koniec