






Nasi dziadowie spawali miedź palnikiem acetylenowo-tlenowym z silnym podgrzewaniem, w specjalnie budowanych piecach. Nasi ojcowie zaczęli spawać miedź i jej stopy łukiem elektrycznym. W latach 80-tych XX wieku Polska stała się potentatem w produkcji miedzi i wydałoby się, że powinna być również potentatem w jej spawaniu. Niestety tak nie jest.
Ryszard Jastrzębski, Jacek Szczerba, Wiesław Kalandyk, Paweł Szczepański, Ilona Jastrzębska, Krzysztof Trześniewski
Problemem w spawaniu materiału o bardzo wysokiej przewodności cieplnej, jakiej przykładem jest miedź, jest bardzo duży gradient temperatury w jeziorku spawalniczym, a co za tym idzie, duża rzadkopłynność jeziorka i mieszanie się jeziorka z podłożem. Powstają więc problemy spawania w pozycji pionowej i sufitowej. W niniejszym artykule, obok „japońskiej” teorii, postaramy się przybliżyć technologie spawania miedzi i jej stopów na praktycznych przykładach regeneracji śrub okrętowych i regeneracji panewek pojazdów gąsienicowych.
Wydawałoby się, że najstarsze technologie nie mają przyszłości. Tymczasem, spawanie gazowe jest najlepszą technologią do spawania mosiądzów. Siedem razy większa przewodność cieplna miedzi w stosunku do stali odstraszałaby od napawania stali stopami miedzi. Jednak brązy mają o wiele niższe przewodnictwo cieplne i bez problemu nadają się do napawania stalowych panewek metodą MIG z impulsem bez wstępnego podgrzewania. Postęp w produkcji inwertorowych urządzeń spawalniczych (w ich oprogramowaniu) do głębokiego wtopienia i spawania zimnym jeziorkiem spowodował, że to co wcześniej nie dało się pospawać stało się spawalne.
Różnice w spawaniu miedzi i jej stopów
Na rysunku 1 przedstawiono fizyczne podstawy łuku elektrycznego. Zaobserwować można, że jony lub elektrony wędrujące od ostrza do blachy elektryzują blachę i są zawracane. Przepływ jonów powoduje różnicę temperatur pomiędzy obszarem ostrza i blachy (Rys. 1a).
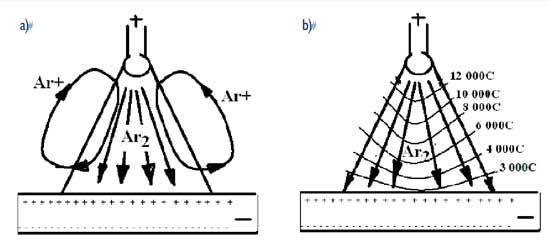
Rys. 1 Przepływowy model łuku elektrycznego /9/
Różnica temperatur powoduje ruch gazów o temperaturze około 3000 oC w kierunku blachy. Gorące gazy docierają do podłoża i topią blachę w wyniku fizycznego kontaktu (Rys. 1b). Wtedy odbierane jest ciepło topienia, co obniża temperaturę jeziorka i zmniejsza stopień wymieszania stopionego materiału podłoża ze stopionym drutem. Jeżeli ilość cieczy jest zbyt duża, gazy nie są w stanie dotrzeć do podłoża i topienie następuje w wyniku grzania jeziorka i przewodności cieplnej. Otrzymuje się wówczas wysoką temperaturę jeziorka i następuje mieszanie się stopionego drutu z podłożem.
cały artykuł dostępny jest w wydaniu 1/2 (88/89) styczeń-luty 2015



