






grudzien2017
Dominującym sposobem projektowania stacji zrobotyzowanych jest dziś podejście mechatroniczne. Oczywiście wybranie tej metody nie daje odpowiedzi na wszystkie pytania dotyczące sposobu modelowania i wytwarzania elementów, i narzędzi koniecznych w symulacjach czy projektowaniu, ale najczęściej wydatnie skraca proces projektowania i powoduje powstawanie coraz doskonalszych i bardziej zaawansowanych stanowisk zrobotyzowanych [1]. Kluczem do takiego projektowania staje się wykorzystanie systemów CAD, narzędzi wirtualnego projektowania oraz metod programowania off-line.
Dariusz Szybicki
Stosując dostępne obecnie narzędzia do projektowania i programowania, można zaplanować ustawienie robotów oraz innych elementów stanowiska, uwzględniając przestrzenie robocze czy dostępną powierzchnię hali. Możliwe jest uzyskanie szybkiego i automatycznego generowania programów na podstawie geometrii detali. Zastosowanie odpowiedniego oprogramowania pozwala weryfikować różne warianty organizacyjne stanowiska i scenariusze pracy przy zachowaniu możliwości łatwego i szybkiego wprowadzania korekt. Wszystkie prace realizowane są z zachowaniem bezpieczeństwa testowania (np. wykrywanie kolizji) programu, dzięki symulacji w środowisku wirtualnym.
Rys. 1 Metody programowania robotów
Jednym z najważniejszych, a często pomijanym problemem w projektowaniu i programowaniu off-line jest dokładność robotów przemysłowych oraz różnica pomiędzy dokładnością a powtarzalnością. Projektowanie wirtualne stacji i programowanie off-line opiera się na dokładności robotów. Dokładność robota określa jak blisko robot może dojść do zadanego (najczęściej poprzez współrzędne) punktu w przestrzeni roboczej. Powtarzalność jest wielkością określającą jak blisko robot może dojść do pozycji uprzednio osiągniętej.
Producenci robotów w kartach katalogowych podają powtarzalność i bardzo trudno uzyskać informacje o ich dokładności. Z doświadczenia można powiedzieć, że jeżeli powtarzalność robota wynosi np. 0,03 mm to dokładność może wynosić nawet kilkanaście mm.
Rozwiązaniem problemu małej dokładności robotów jest zastosowanie systemów korekcji wcześniej zaprojektowanych off-line ścieżek. Takie systemy mogą być oparte na np. układach kontroli siły. Często systemy korekcji wykorzystują sensory optyczne w postaci czujników laserowych lub kamer, stosowane są również czujniki dotykowe i inne systemy sensoryczne. Systemy korekcji potrafią zapewnić wymaganą dla danej aplikacji dokładność realizacji ścieżek robota.
Przykład stacji zrobotyzowanej dla przemysłu lotniczego zaprojektowanej wirtualnie i zaprogramowanej off-line
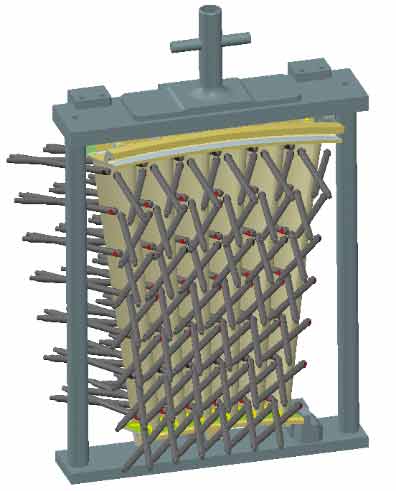
Stanowisko do kontroli grubości ścianek segmentów aparatów kierujących (Rys. 2) zostało zaprojektowane i wykonane dla Laboratorium Badań Materiałów dla Przemysłu Lotniczego Politechniki Rzeszowskiej im. Ignacego Łukasiewicza, a dla docelowo zakładów Consolidated Precision Products (CPP). Aparat kierujący jest odlewem z nadstopu niklu, wykonywanym metodą traconego wosku z wykorzystaniem odlewu rdzeniowanego.
Rys. 2 Przekrój segmentu aparatu kierującego
W przypadku tego typu aparatu krytycznym jest zapewnienie powtarzalności wymiarowej grubości ścianek piór aparatu w procesie ich wytwarzania. Kontrola grubości ścianek piór jest realizowana metodą ultradźwiękową (Rys. 3) w sposób ręczny. Rozwiązanie to charakteryzuje się długim czasem wykonywania, jeden segment aparatu kierującego kontrolowany jest w czasie ok. 6 h. Generuje to ryzyko powstawania błędów związanych ze zmęczeniem.
Rys. 3 Idea pomiaru grubości
Jako alternatywne automatyczne rozwiązanie kontroli grubości ścian piór aparatów kierujących zaproponowano wykorzystanie robota. W zaprojektowanym stanowisku zadaniem robota jest chwycenie kasety z aparatem i wykonanie pomiarów grubości ścianek piór wchodzących w skład aparatu kierującego silnika turbowentylatorowego samolotu Airbus A380.
Projekt stanowiska zrobotyzowanego rozpoczęto od przyjęcia założeń. Na podstawie modelu CAD aparatu kierującego i podanej jego masy dobrano chwytak, zaprojektowano szczęki oraz kasetę mocującą mierzony detal. Ponadto zaprojektowano stację dokującą dla czterech aparatów kierujących. Przyjęta masa aparatu kierującego chwytaka i kasety oraz wymagany zakres ruchów zdeterminował typ zastosowanego robota. W dalszych krokach na podstawie dokumentacji przyjęto pozycję punktów pomiarowych umiejscowionych na powierzchni piór aparatu kierującego. Prace wykonywano przy pomocy oprogramowania RobotStudio (Rys. 4).
Rys. 4 Model stanowiska w oprogramowaniu RobotStudio
Do określenia wymiarów stacji, wysokości zamocowania robota, odległości do kaset z aparatami oraz stref bezpieczeństwa kluczowa (już na etapie projektowania) okazała się wymiana informacji pomiędzy programem CAD a oprogramowaniem RobotStudio (Rys. 5). Do oprogramowania eksportowano – w postaci plików *.sat – kolejne wersje stanowiska zaprojektowane w CAD. Następnie, przy pomocy zaawansowanych narzędzi sprawdzano możliwości realizacji ścieżek skanowania oraz bezpiecznego zabierania i odkładania detali. Wyznaczono minimalne wymiary zbiornika z wodą oraz odległości pomiędzy kasetami aparatów.
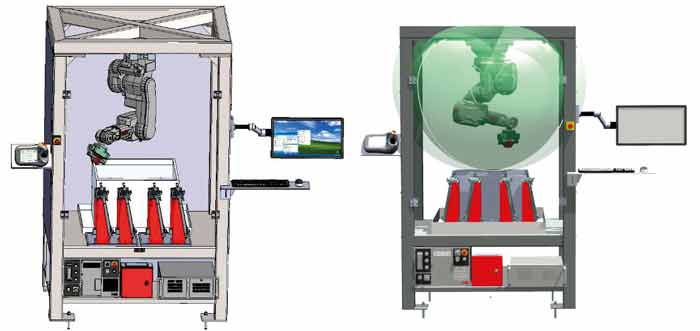
Rys. 5 Idea wymiany danych pomiędzy programami
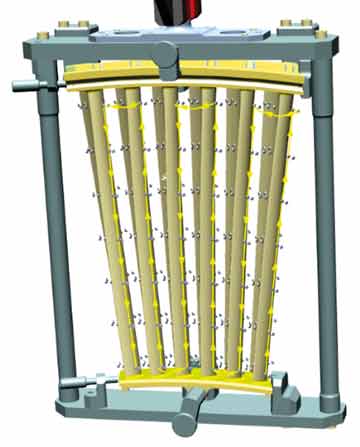
Współpraca i wymiana danych pomiędzy systemem CAD a oprogramowaniem do programowania robotów pozwoliła na uniknięcie ewentualnych możliwych błędów konstrukcyjnych oraz prawidłowy dobór niezbędnych elementów. W programie CAD zaprojektowano wzajemne położenie ultradźwiękowej głowicy pomiarowej oraz aparatu w każdym ze stu sześćdziesięciu ośmiu punktów pomiarowych (Rys. 6).
Rys. 6 Położenie głowicy skanującej w punktach pomiarowych na detalu
Oprogramowanie kontrolera wykonano w środowisku RobotStudio, w którym symulacją robota steruje system operacyjny stosowany w rzeczywistych kontrolerach. Zapewnia to pełną zgodność tworzonych programów z rzeczywistym środowiskiem. Oprogramowanie robota zostało napisane w języku RAPID. Podstawowym elementem struktury tego języka jest program, w którego skład wchodzą moduły, procedury, zmienne dla obecnego w systemie Tasku – stanowiącego jeden program związany z robotem lub procesem. Programy tworzone są tutaj jako moduły składające się z danych oraz z kodu operującego na tych danych. Projektując program przyjęto założenie, że robot operuje na trzymanym obiekcie – segmencie aparatu kierującego, narzędziami zaś są ultradźwiękowe głowice skanujące (Rys. 7). Jest to założenie bardzo istotne w punktu widzenia programistycznego, znacząco ułatwiające proces projektowania.
Rys. 7 Rozmieszczenie układów współrzędnych oraz narzędzi w stanowisku
Przyjęcie rozwiązania, gdzie ruchomy jest obiekt skanowany i powiązane z nim układy współrzędnych, a dwa narzędzia pozostają nieruchome, pozwala na szybkie zaprojektowania ścieżek ruchu i ich łatwą modyfikacje.
Rys. 8 Kaseta z segmentem aparatu oraz „ścieżki” robota
Każde z sześciu piór aparatu musiało zostać przebadane w siedmiu przekrojach i dwudziestu ośmiu punktach pomiarowych, co zostało zrealizowane w czterech ścieżkach manipulatora. Oprogramowanie robota zostało tak zaprojektowane, że dwie spośród ścieżek związane są z prawą głowicą skanującą, a dwie – z lewą.
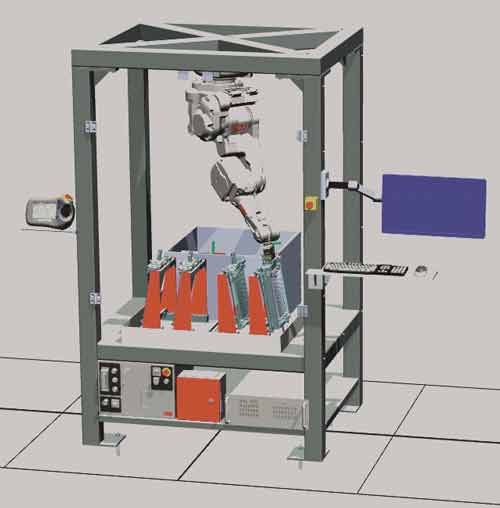
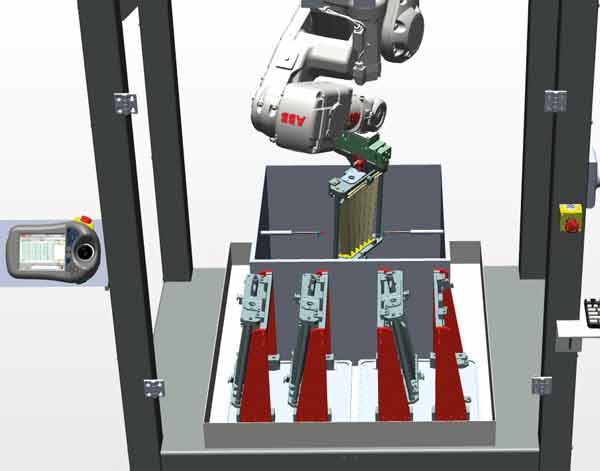
Pomimo zdefiniowania bardzo dokładnych położeń elementów stacji w zbudowanym rzeczywistym stanowisku (Rys. 9), wykonano weryfikację położeń, zarówno zamontowanych głowic skanujących, jak i mocowań kaset aparatów kierujących – wskazując robotem IRB140 w układzie globalnym punkty charakterystyczne elementów stacji.

Rys. 9 Zdjęcie rzeczywistego stanowiska
Pozwoliło to na korekcję położeń elementów wynikającą z niedokładności wykonania i błędów montażu.
Opisana tutaj stacja została szerzej opisana w kilku innych publikacjach [2, 3].
Wnioski
Zaprezentowane oprogramowanie pozwala na zautomatyzowaną kontrolę aparatów kierujących, uwzględniającą losową zmienność geometryczną detali. Konstrukcja stanowiska jest w dalszym ciągu rozwijana, szczególnie w kierunku spełnienia standardów BHP i kompatybilności informatycznej zgodnych z wymogami przyjętymi w zakładzie CPP Rzeszów.
dr inż. Dariusz Szybicki
Literatura:
- Giergiel J., Kurc K., Szybicki D.: Mechatronika gąsienicowych robotów inspekcyjnych, Oficyna Wydawnicza Politechniki Rzeszowskiej, Rzeszów 2014.
- Burghardt A., Kurc K., Szybicki D., Muszyńska M., Szczęc, T.: Robot-operated inspection of aircraft engine turbine rotor guide vane segment geometry. Tehnicki Vjesnik-Technical Gazette, 2017.
- Burghardt A., Kurc K., Szybicki D., Muszyńska M., Nawrocki J.: Software for the robot-operated inspection station for engine guide vanes taking into consideration the geometric variability of parts. Tehnicki Vjesnik-Technical Gazette, 24, 2017.
artykuł pochodzi z wydania 12 (123) grudzień 2017
Strona 2 z 2
- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec
Specjalistyczny portal inżynierski dla osób zaangażowanych w tworzenie produktów – maszyn, urządzeń, mechanizmów, podzespołów, części, elementów itd. – od koncepcji do ostatecznego wykonania.