






W płaszczyźnie spawania palnik musi być pochylony pod kątem 7–15° w stosunku do ścianki rury w kierunku ciągnięcia. Drut proszkowy doskonale nadaje się do spawania w pozycjach przymusowych stali wysokowytrzymałych S690QL. Wtedy nie wolno wykonywać zakosów, tylko spawać ściegami o szerokości 12 mm. Ponieważ nie ma drutów proszkowych do spawania dźwigów ze stali S960MT, spawamy je drutem litym z prędkością 500 mm/min., dobierając prąd do grubości tak, aby nie przekroczyć granicznych energii na funt spoiny. Większość firm dźwigowych umie to robić w pozycji podolnej. W UDT Kraków, korzystając z doświadczeń szkolonych w Instytucie Łączenia Metali spawaczy z firm zbrojeniowych, wdrożono też naprawy takich dźwigów w pozycji pionowej i naściennej.
Wykonanie lica przy spawaniu TIG
Do typowych wad tej metody spawania należy porowatość spoin. Metoda TIG, dzięki temu, że topienie drutu jest niezależne od parametrów spawania, pozwala precyzyjnie regulować głębokość wtopienia i temperaturę jeziorka, i doskonale nadaje się do wykonywania przetopów bez mikropęknięć i o dużym zapasie na odkształcenie /3/. Dlatego też jest powszechnie stosowana do spawania rur i wykonywania przetopów. Metoda TIG nadaje się też do usuwania podtopień przez przetapianie krawędzi lica. Ponieważ metoda ta jest skłonna do porowatości, nie wolno stosować do niej drutu do spawania MAG i do spawania gazowego, a argon musi być czystości co najmniej 99,995 %, a drut musi być z wytopu odgazowanego próżniowo (litera W). Metodą TIG spawa się w lewo. Aby ułożyć metodą TIG warstwę wypełniającą należy nagrzać materiał do temperatury zwilżalności, utrzymując dłuższy łuk i nagrzewając dłużej, dodając drut po bokach. Topiący się drut odprowadza ciepło, zatrzymuje topienie podłoża i zapobiega spływaniu jeziorka. Rury austenityczne bardzo wolno oddają ciepło. W szczególnych przypadkach mogą być chłodzone sprężonym powietrzem.
W przypadku stali dodawanie drutu podczas wykonywania lica powinno następować po bokach jeziorka, a w przypadku aluminium drutu dodaje się w środku jeziorka, podczas cofania uchwytu, i drut wyciąga się z jeziorka podczas przesuwania łuku do przodu (ruchy elektrodą wolframową posuwisto-zwrotne, jak przy spawaniu aluminium MIG z rysunku 4).
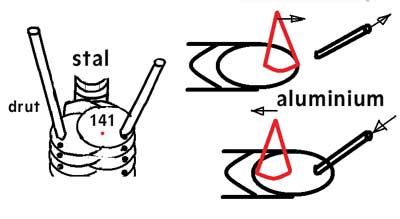
Rys. 4 Spawanie TIG elektrodą wolframową
W pozycji naściennej wystarczy dodawać drut w górnej części jeziorka. Długość łuku decyduje o temperaturze jeziorka. Najlepiej ją kontrolować poprzez obserwację mierników napięcia łuku. Przy spawaniu aluminium o dużej przewodności cieplnej napięcie może wynosić 16 V, przy spawaniu stali czarnej może wynosić 12 V, a przy spawaniu stali austenitycznej, stali duplex i stali energetycznej P91 napięcie powinno być mniejsze od 10 V, przy spawaniu tytanu powinno wynosić 8 V, a przy spawaniu stopów niklu 5-7 V. Do spawania tytanu wykorzystywane są specjalne uchwyty z podwójną osłoną jeziorka spawalniczego i nagrzanej blachy, ale spawanie dużych konstrukcji wykonywane jest przez spawaczy w specjalnych kombinezonach, w namiotach wypełnionych argonem.
Ryszard Jastrzębski
Instytut Łączenia Metali
dr inż. Ilona Jastrzębska
Spaw-Projekt Kraków
Adam Jastrzębski
Laboratorium Spawalnicze Spaw-Projekt Sp. z o.o
Zdjęcia: Mariusz Jaworski
SPAW-SERWIS
Literatura
- R. Jastrzębski , G. Padula , D. Cyganek, Z. Prusak: Odkodowanie i instalowanie wyczucia inżynierskiego na przykładzie szkolenia inżynierów polską metodą ILM do budowy zbiorników na ciekły gaz ziemny LNG, Dozór Techniczny Nr 1/2018, www.sigma-not.pl
- Z. Prusak, K. Zychowicz, A. Tuz, A. Jastrzębski, R. Jastrzębski: Próba opisania ręcznego spawania na podstawie zainspirowanego biologią i rzymskim językiem pisania obrazów komputerowego modelu typów zdolności, Dozór Techniczny Nr 1/2018, www.sigma-not.pl
- R. Jastrzębski, I. Pawlik: Wady połączeń spawanych, Projektowanie i Konstrukcje Inżynierskie, nr 12/2011
- R. Jastrzębski, Z. Prusak, R. Brozek, A. Jastrzebski: Un simulador de entrenamiento de operadores de robots en máscara de soldadura computarizada dotada de realidad aumentada, prezentacja przygotowana na Konferencję Hiszpańskiego Stowarzyszenia Spawalniczego CESOL “22JORNADAS as TÉCNICAS DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN”, Madryt, 12-14 czerwiec 2018
- T. Michałowski, T. Zaczek, R. Jastrzębski, D. Mołdrzyk: Obliczenia połączeń spawanych konstrukcji ramowych, Projektowanie i Konstrukcje Inżynierskie, nr 10/2011
Autor dziękuje Rafałowi Stobieckiemu z firmy KILEN, Tobiaszowi Czajkowskiemu z firmy Bud-Projekt, Pawłowi Jedleckiemu z WG System i Piotrowi Śliwińskiemu z firmy STAR-KOP Stal za cenne uwagi.
artykuł pochodzi z wydania 6 (129) czerwiec 2018
Czytaj także:

; cz. 3: Wpływ parametrów skrawania na kształt wióra")


- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec