






Wykonywanie ściegów wypełniających rur grubościennych ze stali kwasoodpornych metodą TIG
Po przetopie należy brzeszczotem z piły ramowej skruszyć szkliwo z tlenków. Warstwa przetopowa TIG jest zbyt cienka aby położyć wypełnienie bez przyklejeń metodą MAG. Dlatego po przetopie należy obowiązkowo położyć wypełnienie metodą TIG.
Przed wykonaniem drugiego ściegu należy schłodzić rurę sprężonym powietrzem i uważać, aby prąd nie był zbyt duży.
Należy pilnować, żeby temperatura międzyściegowa nie przekraczała 200 °C (norma EN 1011 podaje temperaturę międzyściegową 150 °C). Inaczej następny ścieg spłynie, a przetop zostanie zassany. Lico rur grubościennych ze stali nierdzewnej w pozycji PH (w starej normie PF) wykonujemy dodając drutu po bokach i przemieszczając jeziorko spawalnicze od lewej do prawej strony (rys. 6).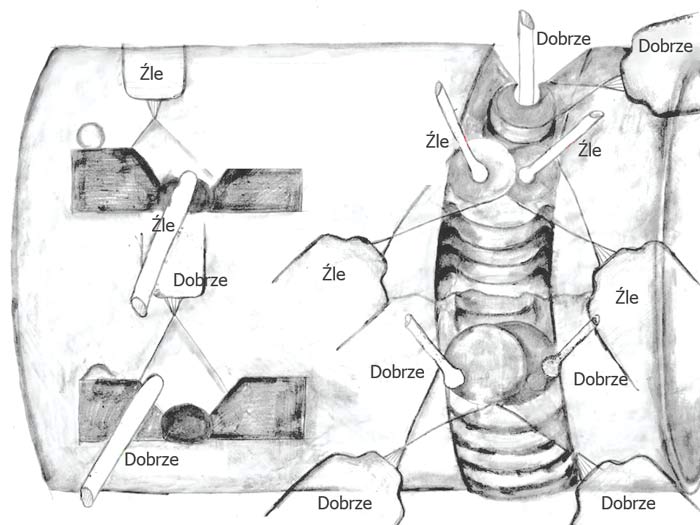
Rys. 6
Dodawanie drutu w środku prowadzi do podtopień. Po wyciągnięciu drutu z osłony gazowej należy obciąć zakrzepnięta kroplę. Lico możemy też wykonać wielościegowo metodą TIG (rys. 5), wypełniać metodą MIG drutem pełnym (98%Ar+2%O2) lub MAG drutem proszkowym (80%Ar+20%CO2). Wykonanie wielościegowe lica metodą TIG zabezpiecza nas przed rozrostem ziarna uaktywnieniem termicznym korozji i pękaniem na brzegu spoiny.
W pozycji PC lico wykonujemy dodając i topiąc drut przy górnej krawędzi. Po nagrzaniu i zwilżeniu górnej ścianki ściągamy stopiony metal do dolnej krawędzi przez ruch palnika i jeziorka spawalniczego w dół (rys. 5g). W przypadku szerszego lica rur ze stali 316 lico wykonujemy wielościegowo wąskimi ściegami.
Częstotliwość prądu w spawaniu TIG stali nierdzewnych
Spawanie orbitalne wymaga źródła impulsowego. Urządzenia do spawania TIG mają do wyboru trzy częstotliwości impulsowania prądu: małą, średnią i wysoką. Bardzo niska częstotliwość służy do spawania rury cienkiej z grubą. Przy małym prądzie przesuwamy łuk do cienkiej rury, a przy dużym prądzie przesuwamy łuk do grubego materiału. Średnia częstotliwość służy do formowania łuski i rozbudowywania kryształów słupkowych na boki (stopiwa podajemy podczas prądu bazy). Prąd bazy ustawiamy tak by nie topił drutu. Bardzo dużą częstotliwość stosujemy do spawania bardzo cienkich rur.
Wnioski
a/ Problemy w spawaniu stali kwasoodpornej wynikają z niskiej przewodności cieplnej, z przegrzewaniem jeziorka spawalniczego, z brakiem osłony gazowej grani.
b/ Dodawanie stopiwa i skracanie łuku elektrycznego obniża temperaturę jeziorka.
c/ Topienie podłoża następuje w wyniku fizycznego kontaktu gorących gazów przepływających na skutek róznicy temperatur, wywołanego przeływem jonów w łuku elektrycznym.
d/ Nagrzewanie podłoża do temperatury zwilżalności następuje w wyniku przewodnictwa cieplnego pomiędzy jeziorkiem spawalniczym, a podłożem i zależy od wielkości jeziorka (długości łuku elektrycznego i napięcia łuku) oraz od czasu grzania.
e/ Aby przeciwdziałać odbarwieniu powierzchni stali austenitycznej należy tak skrócić łuk elektryczny, aby napięcie spadło do 8V.
Ryszard Jastrzębski
Instytut Łączenia Metali, Kraków
Literatura:
/1/ ”The Procedure Handbook of Arc Welding, The Lincoln Electric Company, Cleveland, Ohio, XIV ed., 2000
/2/ R. Jastrzębski, M. Filipek , M. Cenin, J. Kniaź , T. Filipek M. Jaworski: “Principes fondamentaux de L’apprentissage par penser inconsciente” . 2 Parte : “Methodologie apliquee a la formation praktique. Pospectives des techniques de stimulation tactiles”. Soudage at Techniques Cinnexes, Nr 11/12 2004
/3/ R. Jastrzębski, H. Padula , Krzysztof, A. Jastrzębski: Steering algorithms of the root pass and the face for pressure high strength carbon steels and stainless steel pipes using the flux cored welding wire. EUROJOIN 2006 conferencia EWF, 28-30.06.2006, str. 363-373
/4/ R. Jastrzębski: „Dobór materiałów dodatkowych do metod ręcznego spawania”, Projektowanie i Konstrukcje Inżynierskie, wrzesień 2010, str. 52-61
/5/ R. Jastrzębski: Metalurgia spawania, Projektowanie i Konstrukcje Inżynierskie, październik 2010, str. 52-61
/6/ R. Jastrzębski: „Robotyka i mechatronika spawania stopów aluminium”, Projektowanie i Konstrukcje Inżynierskie, styczeń-luty 2011, str. 14-23
/7/ R. Jastrzębski: „Mechatronika spawania”, Projektowanie i Konstrukcje Inżynierskie, grudzień 2010 str. 38-47
/8/ Hobart Institute of Welding Technology: Gas Tungsten Arc Welding
Czytaj także:
; cz. 3: Wpływ parametrów skrawania na kształt wióra")



- start
- Poprzedni artykuł
- 1
- 2
- 3
- Następny artykuł
- koniec