






Adam Jastrzębski, Ilona Jastrzębska, Zbigniew Prusak, Ryszard Jastrzębski
Połączenie schematów krystalizacji z odkształceniami skurczowymi
Na rysunku 4 pokazano, że w stali austenitycznej (białej), ze względu na to, że granice ziaren to miejsca spotkania różnych kierunków krystalizacji (ulegają korozji i są widoczne pod mikroskopem), praktycznie cała spoina stanowi jednorodny polikryształ, natomiast dla stali czarnej charakterystyczne są odrębne kryształy, stanowiące w rzeczywistości poszczególne wykonane ściegi podczas spawania.
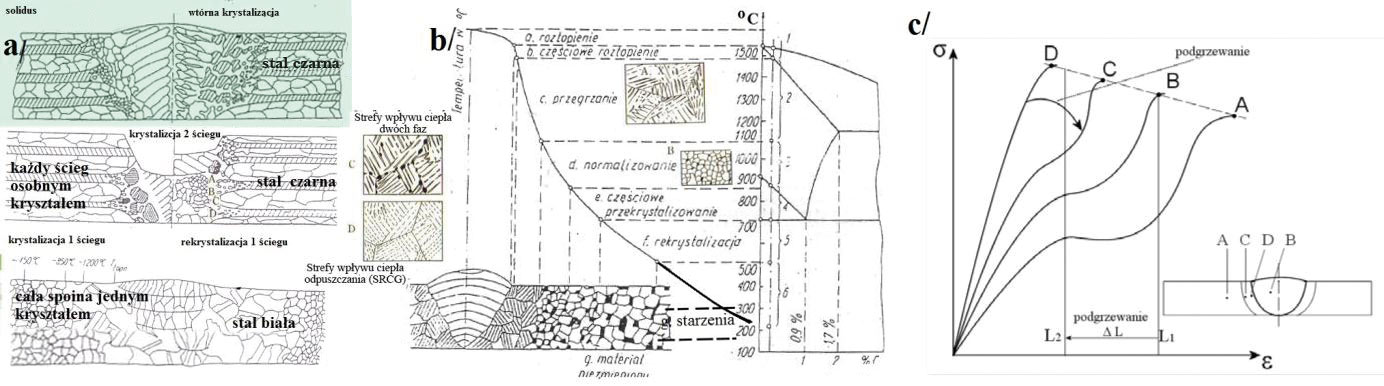
Rys. 4 Wpływ metalurgii na pękanie spoin; a) krystalizacja stali czarnych i białych, b) mechanizm powstawania strefy wpływu ciepła, c) mechanizm pękania
W stali konstrukcyjnej węglowej (czarnej) ostatni ścieg ma strukturę dendrytyczną, a poprzednie ściegi są obrobione cieplnie. Na rysunku 4b zademonstrowano mikrostrukturę, od materiału rodzimego przez strefę wpływu ciepła i spoinę, oraz powiązano ją z odpowiednim obszarem na diagramie przemian fazowych. Istotna jest tu strefa rozrostu ziarna (przegrzania), która powinna być jak najwęższa, oraz strefa rozdrobnienia ziarna czyli normalizacji. Przedstawiono także dodaną strefę starzenia czyli kruchości azotowej, spowodowaną ponownym nagrzewaniem materiału. Pominięto zaś strefę utwardzenia wodorowego w czystych stalach, w których wodór jest pierwiastkiem stopowym, np. przy spawaniu pod wodą (100-krotnie mniejsza zawartość siarki).
Aby zmniejszyć szerokość strefy przegrzania w trudno spawalnym obszarze wymieszania materiału podłoża i stopiwa, podczas naprawy pęknięć, przed właściwym spawaniem naprawczym Japończycy proponują napawanie brzegów rowka, a następnie zeszlifowanie 2/3 napoiny i normalizowanie tej strefy drugą napoiną. Spoiny naprawcze wykonujemy od brzegów pęknięcia do środka, a spoiny konstrukcyjne odwrotnie – od środka na zewnątrz.
Procedura zapobiegania pęknięciom zimnym zwiększa szybkość chłodzenia materiału, która jest zależna od temperatury podgrzewania, grubości materiału oraz ilości wprowadzonego ciepła (prądu, napięcia i głębokości wtopienia, proporcjonalnej do stosunku szybkości spawania do szybkości podawania drutu).
cały artykuł dostępny jest w wydaniu sierpień/wrzesień 2020



; cz. 3: Wpływ parametrów skrawania na kształt wióra")