






fgrudzien2018
(felieton)
Jest taki dzień, w którym radość wita wszystkich, dzień, który już każdy z nas zna od kołyski – śpiewały Czerwone Gitary przed laty. Ale to było dawno, w zamierzchłych czasach względnej homogeniczności naszego społeczeństwa. Teraz, w dobie ubogacania multi-kulti już nie każdy wie, co to za dzień, i na pewno nie od kołyski.
Tomasz Gerard
Wygląda jednak na to, że zdaniem rozmaitych podmiotów, dzierżących władzę w naszej ojczyźnie, za dużo jeszcze osób wykazuje się znajomością wstecznych zabobonów. Nieoceniony w takich wypadkach Związek Nauczycielstwa Polskiego, który ma monopol na edukowanie społeczeństwa, stara się więc zaradzić tej strasznej sytuacji. Oto organ prasowy ZNP „Głos Nauczycielski” radzi jak zadbać o ograniczenie religijnej oprawy świąt. Jak czytamy w jednym z artykułów listopadowego wydania, zamiast obchodzenia świąt religijnych lepiej zorganizować zajęcia integracyjne lub twórcze, wokół tematyki zimy. A jeśli świąteczne dekorowanie szkoły i klasy, to z udziałem symboli różnych religii. Interesująca dla dzieci może być też informacja, że w afrykańskiej diasporze świata zachodniego obchodzone jest tygodniowe święto Kwanzaa...
Piosenka Czerwonych Gitar, jak to w muzyce rock and roll jest w zwyczaju, miała być neutralna światopoglądowo, mimo to jednak niosła przesłanie, że w Wigilię Bożego Narodzenia jest pięknie. To prawda, że gdyby ludzie zachowywali się tak jak przy stole wigilijnym – także w inne dni w roku, to świat nasz wyglądałby inaczej. Gdyby taka bomba życzliwych uczuć, serdeczności, wzajemnej sympatii wybuchała co dzień... No właśnie, gdyby. Do tego trzeba jednak wierzyć, że to, co się wydarzyło w Betlejem dwa tysiące lat temu to najprawdziwsza prawda i że stało się to właśnie po to, abyśmy byli naprawdę szczęśliwi. A z tą wiarą, jak się okazuje, jest krucho i nie tylko u nas.
cały artykuł dostępny jest w wydaniu 12 (135) grudzień 2018
Obecnie, gdy polskie stocznie jachtowe stają się jeżeli nie światową, to co najmniej europejską potęgą, niewielu amatorów bierze się za samodzielną budowę jachtów. Niektórzy wręcz z zażenowaniem wypowiadają się o jednostkach o długości poniżej 5 m. Za to często mówią o komforcie, zarówno w kabinach, jak i przy obsłudze jednostki. Z uwagi na wysokie koszty posiadania jachtu ograniczają się do krótkotrwałych rejsów czarterowych, podczas gdy małą jednostką można zawsze, kiedy przyjdzie ochota, wyruszyć na wodę.
Ryszard Romanowski
Koszty zakupu i utrzymania jachtu są rzeczywiście poważne. Szacuje się, że ponad siedmiometrowa, dobrze wyposażona jednostka, pochłonie przez sezon co najmniej 15 tys. zł. Dobrym rozwiązaniem jest niewielka łódka, która bez problemów mieści się w przyczepce samochodowej, a nawet na bagażniku dachowym. Takie niewielkie i tanie jednostki budzą coraz większe zainteresowanie.
Historia zdaje się zataczać koło, a polscy konstruktorzy ciągle są mistrzami w projektowaniu i budowie małych jachtów.

U schyłku lat sześćdziesiątych przepisy dotyczące stopni żeglarskich zaczęły się zmieniać i liberalizować. Najniższy stopień żeglarza jachtowego uprawniać zaczął do samodzielnego prowadzenia jachtów o powierzchni żagli 5, a następnie 7 m2. Takimi jachtami można było pływać bez uprawnień, a żeglarz mógł panować nad żaglami o powierzchni 15 m2. Jeżeli ktoś mieszkał nad jakimkolwiek większym akwenem lub posiadał pojazd zdolny do transportu małej łódki, mógł względnie tanim kosztem zbudować niewielką jednostkę. Wybór był duży. Wystarczyło zakupić plany, aby wziąć się za budowę np. Mini. Łódkę tę zaprojektował Norbert Patalas. Miała 2,85 m długości, 1,85 m szerokości i mogła być używana jako łódź wiosłowa lub z ożaglowaniem bermudzkim lub lugrowym. Teoretycznie mogły żeglować na niej trzy osoby.
Niżej podpisany, ze względu na dobre opinie użytkowników i wygląd, wybrał Myszkę Super, o długości aż 3,1 m. konstrukcji Mieczysława Plucińskiego. Co prawda marzył raczej o puncie P51 tego samego konstruktora, ale zasoby finansowe ucznia szkoły średniej nakazywały zapomnieć o takich ekstrawagancjach. Pięknie „chodzący w ślizgu” kabinowy punt zbudowany przez zamożniejszego kolegę był idealnym wakacyjnym domem dla dwuosobowej załogi klubowego Pirata. Należało go tylko udostępniać właścicielowi w weekendy.
cały artykuł dostępny jest w wydaniu 12 (135) grudzień 2018
Współczesne środowiska CAD to aplikacje o szerokich możliwościach, innowacyjnych narzędziach oraz coraz większym wsparciu użytkownika w procesie projektowania produktu. Wciąż jednak, nawet najlepsze algorytmy nie zastąpią doświadczenia, a najbardziej „inteligentny” system nie naprawi źle przygotowanego modelu. Te ostatnie mogą dawać przyjemność w pracy z nimi, bądź stać się źródłem niepożądanej zwłoki, związanej z problematycznym wprowadzaniem koniecznych zmian. Stąd, dość szybko wśród użytkowników CAD pojawiła się pewna refleksja, aktualna do dziś, dotycząca dwóch typowych dróg modelowania.
Jacek Mydlikowski
Modelowanie pionowe
Konwencjonalny sposób pracy nad modelem 3D w środowisku CAD polega na dowolnej kolejności tworzenia cech oraz przypadkowej (w większej części chaotycznej) strukturze modelu. Geometria powstaje bez wcześniejszego planu, niejako „w locie”, jako wynik upodobań czy widzimisię użytkownika. Struktura modelu zostaje zaczepiona na fundamencie początkowych cech i później budowana względem nich, powodując pionowe, hierarchiczne powiązanie cech między sobą. Istotą tego podejścia staje się brak wyraźnych, logicznych obszarów modelu, przez co nawigacja w drzewku wraz z rosnącą liczbą cech okazuje się utrudniona.
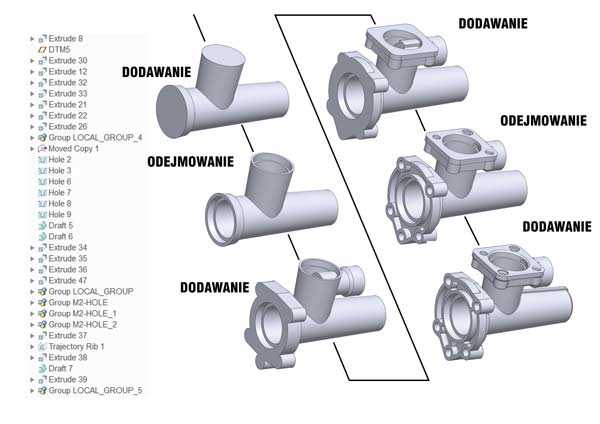
Rys. 1
Powiązania wzajemne pomiędzy nimi są liczne i skomplikowane, a relacje rodzic/dziecko nie jasne. Czyni to powstały w ten sposób model wrażliwym na zmiany i mało przejrzystym. Wprowadzenie prostych zmian w początkowych cechach, bywa destrukcyjne dla całego modelu (Rys.1).
cały artykuł dostępny jest w wydaniu 12 (135) grudzień 2018
W czasach PRL, w Hucie Stalowa Wola, przy okazji produkcji maszyn budowlanych ze stali S690QL (14 HNMBCu) uważano, że gdy maszyna kosztuje wiele milionów to powinna wyglądać jak Mercedes, tj. musi mieć wygląd „handlowy”. Wszystkie spoiny musiały więc być ładne. Przy produkcji czołgów dla ZSRR z tej stali nie było już jednak takich wymogów. W dzisiejszych czasach pojęcie ładnej spoiny nabiera coraz większego znaczenia.
Ryszard Jastrzębski, Zbigniew Prusak, Paulina Kubacka
Dzięki spawarkom impulsowym MAG spoiny miały być ładniejsze. Z kolei przy spawaniu spawarkami z podwójnym impulsem wyglądały na brzydsze, ale za to były bardziej wytrzymałe, z uwagi na to, że kryształy rozbudowują się tam na boki. Gdy wprowadzano spawarki z głębokim wtopieniem arcForce, mówiono że spoina będzie nieco mniej efektowna (brzydsza) ale tańsza, ponieważ będzie można odliczyć głębokość wtopienia od wymiaru spoiny pachwinowej i dwukrotnie zmniejszyć rowek spoiny doczołowej oraz pospawać w pionie stale wysokowytrzymałe. Ładne spoiny ze stali wysokowytrzymałych miały zostać zapewnione przez stosowanie impulsowania pomiędzy funkcją głębokiego wtapiania a funkcją dużego stapiania drutu.

Rys. 1 Fragment arkusza kalkulacyjnego do sprawdzania wyników egzaminu spawacza wg ISO9606, na postawie oględzin zewnętrznych próbki z naniesionymi zdjęciami spoiny pachwinowej oraz lica i przetopu spoiny doczołowej blachy aluminiowej (niepodświetlone na czerwono wartości wymiarów spoiny są akceptowalne). Fot. Natalia Marcinek i Anna Babczyk
Spawanie cienkich blach aluminiowych dla przemysłu kolejowego jest dosyć trudne, zwłaszcza gdy trzeba wykonać przetopy. W tlenowniach przetopy rur aluminiowych wykonuje się na podkładce przetapialnej. Na rysunku 1, na arkuszu protokołu z egzaminu spawacza (wg ISO9606-2) naniesiono zdjęcia spoiny pachwinowej oraz spoiny doczołowej. Dla spoiny pachwinowej podaje się wymiary Z1 i Z2, a dla spoiny doczołowej podaje się szerokość i wysokość nadlewu lica i przetopu. Arkusz kalkulacyjny umożliwia wyliczenie teoretycznego wymiaru spoiny pachwinowej, który potem odejmujemy od wartości zmierzonej i wyliczamy nadlew spoiny pachwinowej, wpisywany następnie do protokołu. W przypadku przekroczenia dopuszczalnej niesymetryczności spoiny, wielkości spoiny czy też nadmiernego nadlewu, wpisane wartości liczbowe podświetlają się na czerwono.
cały artykuł dostępny jest w wydaniu 12 (135) grudzień 2018
HRE Wheels, specjalizująca się w produkcji felg samochodowych firma z Kalifornii, we współpracy z GE Additive AddWorks, skonstruowała pierwsze na świecie felgi wytworzone metodą przyrostową z tytanu. W ramach projektu HRE3D+ powstał komplet felg, demonstrujący praktyczne możliwości wytwarzania przyrostowego i tytanowej konstrukcji felg o skomplikowanej geometrii, niemożliwej do uzyskania konwencjonalnymi metodami produkcji.
Każde z kół składa się z pięciu sekcji, wydrukowanych w technice EBM (selektywnego stapiania wiązką elektronów), połączonych z panelem centralnym i przykręconych do obręczy z włókien węglowych za pomocą tytanowych śrub.

Jedna z pięciu sekcji nowej felgi - widok z boku
Dla konstruktorów z HRE, zastosowanie lekkiego i wytrzymałego tytanu oraz wykorzystanie metod przyrostowych otwiera szereg możliwości w zakresie budowy felgi. Proces EBM, przebiegający w wysokotemperaturowym środowisku próżniowym, pozwala uzyskać elementy drukowane o parametrach przewyższających odlewane i porównywalnych z kutymi. Co więcej, wysoka odporność antykorozyjna tytanu, eliminuje potrzebę aplikowania powłok ochronnych, a wydrukowane elementy wymagają jedynie minimalnego post-processingu. W samym procesie produkcyjnym zaledwie 5% użytego proszku tytanowego stanowią odpady produkcyjne, które zresztą podlegają recyklingowi. Dla porównania, przy produkcji felgi metodami tradycyjnymi (obróbka skrawaniem), odpady produkcyjne sięgają 80% użytego materiału.
Komplet felg projektu HRE3D+ o wymiarach 20" x 9" (przód) i 21" x 12,5" (tył), zamontowano w samochodzie McLaren P1.
Strona 1 z 2
- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec
Specjalistyczny portal inżynierski dla osób zaangażowanych w tworzenie produktów – maszyn, urządzeń, mechanizmów, podzespołów, części, elementów itd. – od koncepcji do ostatecznego wykonania.